
Stock to Leave – Naddatki na obróbkę wykańczającą
Szkolenie Fusion 360 CAM – Od zera do poprawnych programów NC
Kolejna sekcja zakładki Passes w obróbce konturu to sekcja Stock to Leave, czyli sekcja odpowiadająca za naddatki.
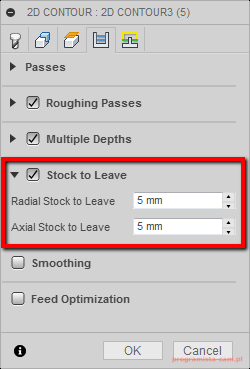
Mamy dwa rodzaje naddatków.
Radial Stock to Leave, czyli naddatek jaki pozostanie z boku i Axial Stock to Leave, czyli naddatek jaki pozostanie na dnie.
Sprawdźmy to na przykładzie. Jeżeli sekcja ta jest odznaczona obróbka będzie przebiegała tak, że narzędzie w całości i na pełnej głębokości obrobi wskazany kontur.
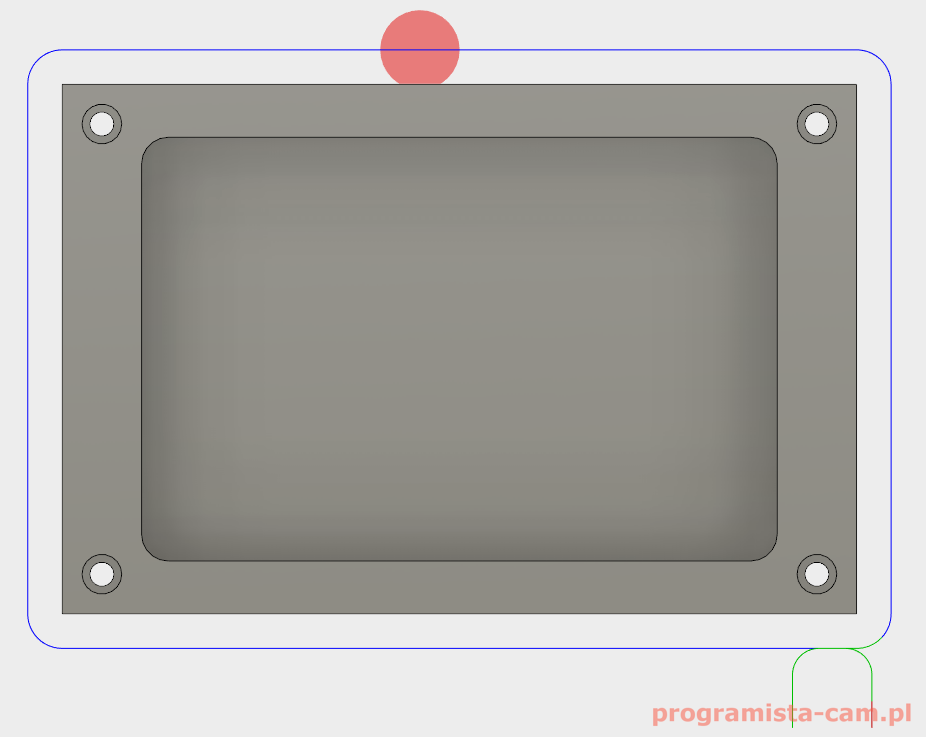
W widoku z góry wygląda to tak:
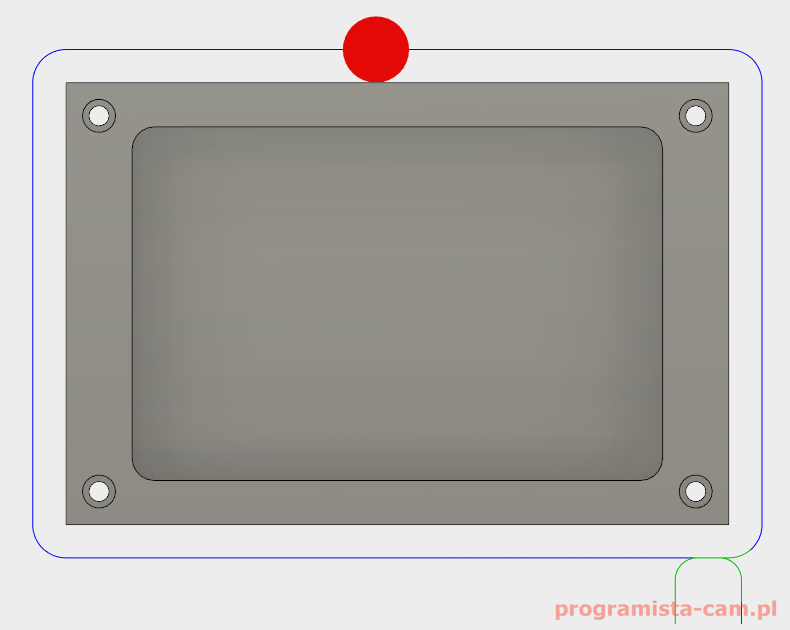
Czyli brak naddatku z pola Radial Stock to Leave.
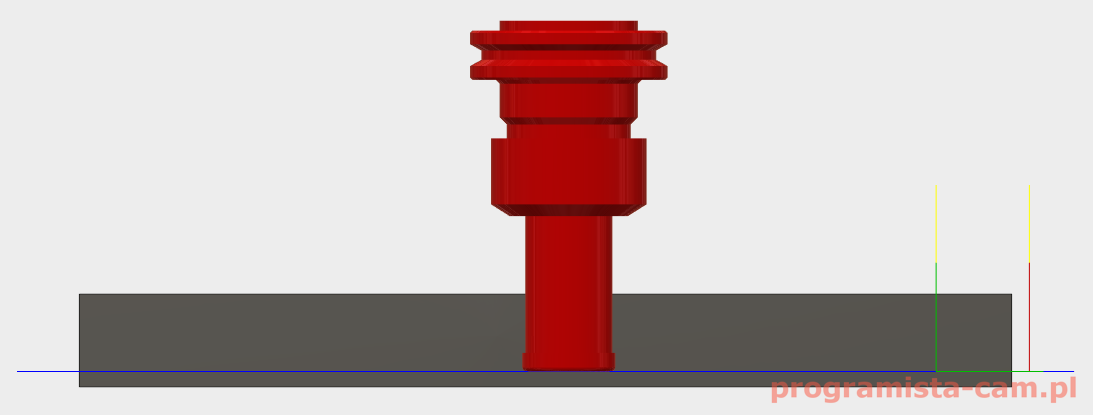
W widoku z boku wygląda to tak:
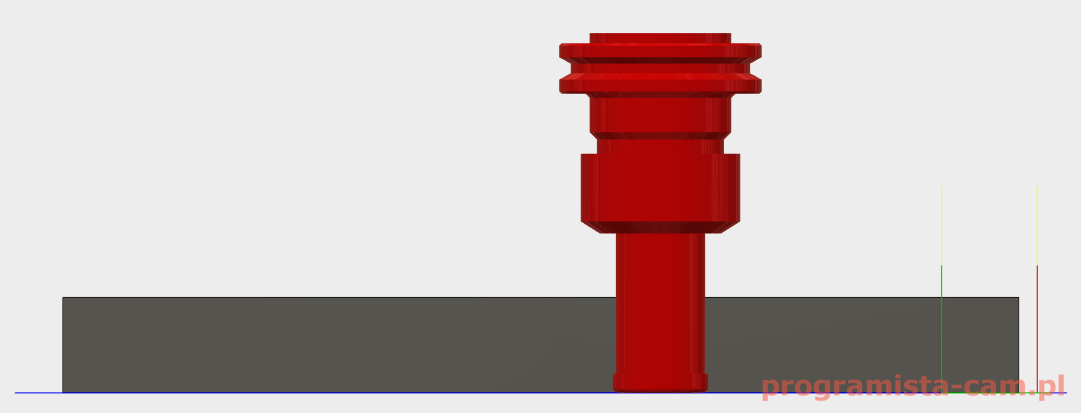
Czyli brak naddatku Axial Stock to Leave.
Oczywiście, chwilowo pomijamy kolizję jaka wynikła z użycia narzędzia o długości ostrza mniejszej niż głębokość jednego przejścia.
Radial Stock to Leave
Ustawmy teraz Radial Stock to Leave = 5.
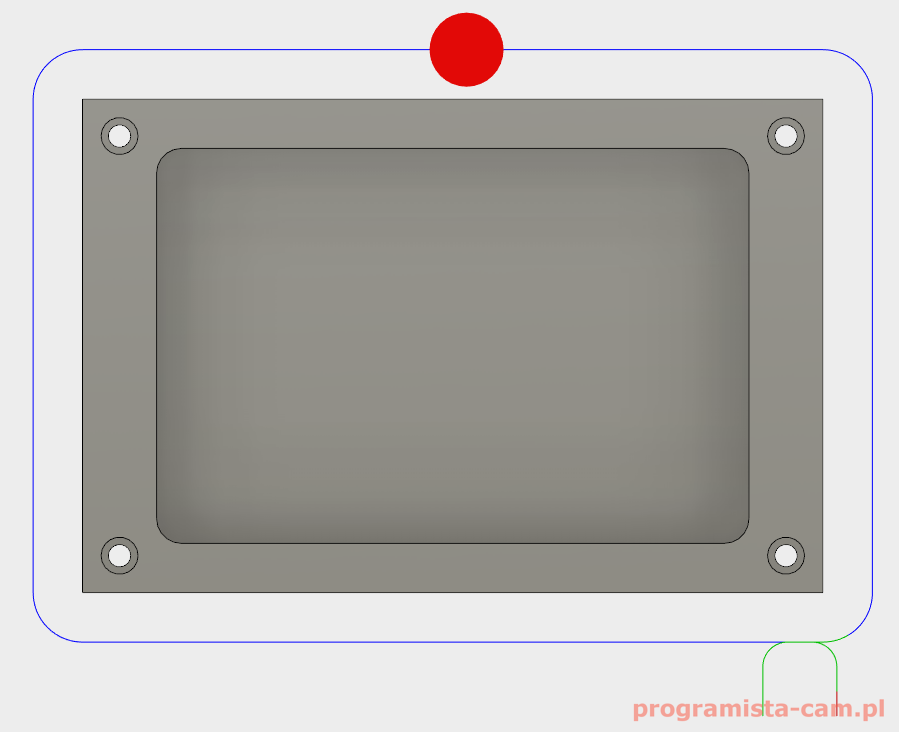
Widzimy, że teraz narzędzie jest wyraźnie odsunięte od konturu i po tej obróbce pozostanie 5 mm naddatku na stronę. Czyli będziemy mieli 10 mm naddatku na gabarycie.
Axial Stock to Leave
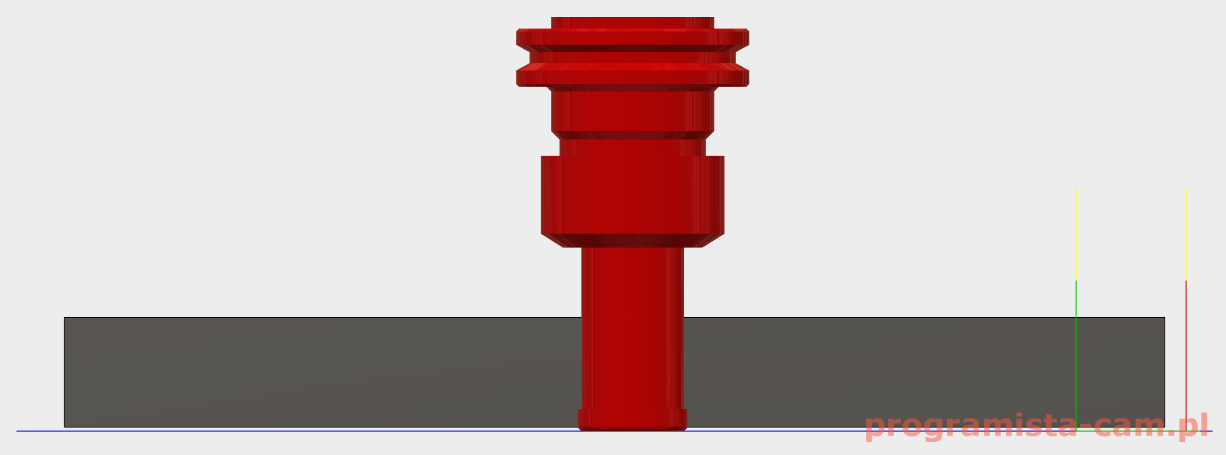
Ustawmy teraz Axial Stock to Leave = 5.
Tutaj również wyraźnie widać, że po obróbce pozostanie naddatek na dnie.
Obie te opcje będą bardzo użyteczne w przypadku rozdzielania obróbki na zgrubną i wykańczającą, wtedy kiedy do obu rodzajów obróbek wykorzystujemy inne narzędzia. Np. głowicą, która pozwala pracować z szybkimi posuwami (zwaną high-feed’ową) obrabiamy zgrubnie, a następnie frezem wykańczamy w celu uzyskania lepszej jakości powierzchni.
A co się stanie jeżeli wpiszemy naddatki ujemne?
W przypadku naddatku Radial Stock to Leave = -2, obróbka będzie wyglądała następująco:
Otrzymamy tutaj podcięcie materiału -2 mm na stronę, czyli gabaryty będą mniejsze o 4 mm. Ten ujemny naddatek nie może być mniejszy niż ujemna wartość promienia. Czyli dla narzędzia o średnicy 30 mm, ujemny naddatek musi być większy niż -15 mm.
W przypadku naddatku Axial Stock to Leave = -1, otrzymamy:
Tutaj obróbka będzie przebiegała 1 mm poniżej wskazanej głębokości. Tutaj mamy takie ograniczenie, że naddatek ten musi być większy niż ujemna wartość promienia naroża narzędzia. Czyli dla narzędzia z promieniem naroża równym 1,5 mm, naddatek musi być większy niż -1,5 mm.
Co w przypadku takich obróbek jak ta z przykładu, powoduje, że nie do końca rozumiem dlaczego jest to ograniczenie. Jeżeli mam przygotówkę dużo wyższą to chciałbym z jednego zamocowania obrobić cały detal, a następnie tylko splanować z drugiej strony. A ta opcja nie pozwoli mi zejść niżej niż głębokość wybrana w zakładce Heights minus promień narzędzia, a to trochę za mało, aby mieć pewność, że kontur zewnętrzny obrobiony zostanie w całości.
Czyli aby mieć pewność, że część będzie obrobiona przelotowo musimy cofnąć się do zakładki Heights i tam zmienić głębokość frezowania.
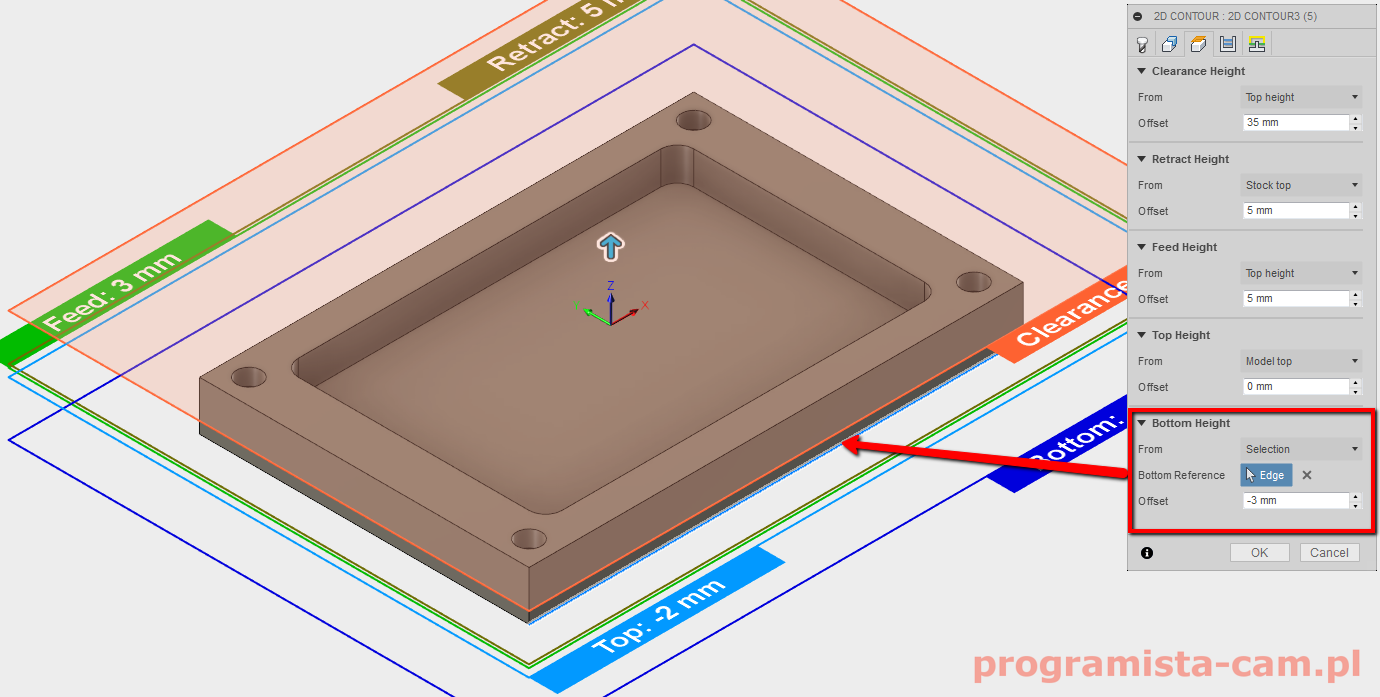
Nie jest to wielki problem, ale w przypadku operacji obróbki konturu opcja naddatku na dnie, czy to dodatniego czy ujemnego, jest zdublowana i może powodować niepotrzebne zastanawianie się.