
Fusion 360 2D Adaptive Clearing – Obróbka adaptacyjna
Szkolenie Fusion 360 CAM – Od zera do poprawnych programów NC
2D Adaptive Clearing, strategię tę można spotkać pod nazwą obróbka adaptacyjna lub frezowanie adaptacyjne. Co mamy przez to rozumieć? W skrócie i w uproszczeniu to strategia obróbcza przygotowująca ścieżkę narzędzia bardziej zoptymalizowaną, unikającą nagłych zmian kierunku skrawania i przede wszystkim dostosowującą się do kształtu obrabianej geometrii. Strategia ta pozwala otrzymać gładką i płynną ścieżkę narzędzia i pilnuje, aby narzędzie nie było za bardzo obciążone.

Aby wybrać tę strategie z menu 2D wybierz 2D Adaptive Clearing.
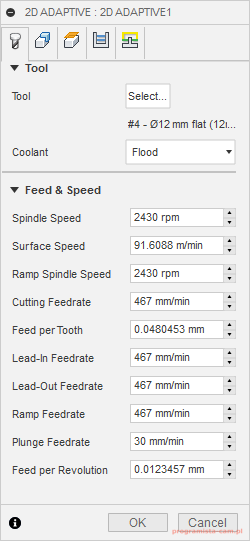
Pierwsza zakładka – Tab, wygląda standardowo. Wybierzmy tutaj frez o średnicy 12 mm.
W zakładce Geometry zaznacz kontur kieszeni.
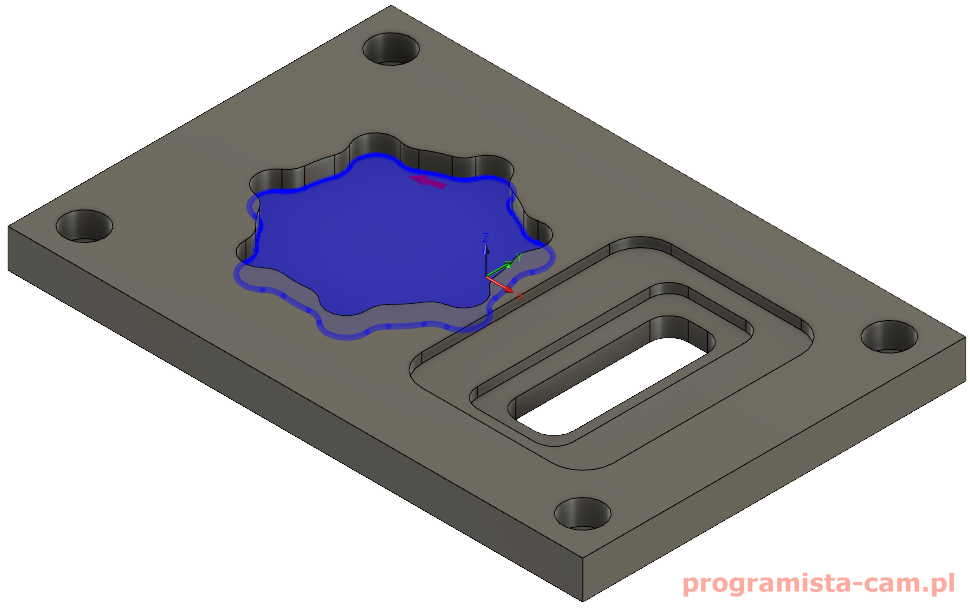
Jeżeli zaznaczysz dolny kontur kieszeni to upewnij się, że w zakładce Heights, w sekcji Bottom Height, w parametrze From, wybrana będzie opcja Selected contour(s).
Przejdźmy do zakładki Passes.
Jak widzisz, nie ma tutaj zbyt wielu nowych parametrów, w porównaniu ze standardową obróbka kieszeni. Tak naprawdę mamy tylko dwa nowe parametry – Optimal Load i Use Slot Clearing.
Parametr Optimal Load określa stopień zaangażowania narzędzia w obróbkę. W porównaniu do zwykłej obróbki kieszeni, narzędzie jest obciążone nierównomiernie. Cały czas obrabia z określonym krokiem w bok. Jeżeli obrabia np. dłuższy prosty odcinek to sytuacja nie jest zła, ale jak tylko dochodzi do zmiany kierunku skrawania narzędzie może być bardzo obciążone.
Na poniższym przykładzie mamy standardową obróbkę kieszeni. Nawet już z dodanymi zaokrągleniami w narożach.
![]()
Sytuacja podczas zmiany kierunku skrawania z osi X na oś Y nie jest idealna. Mimo małego kroku skrawania (1/3 średnicy) narzędzie w tych miejscach będzie bardziej obciążone niż w miejscach gdzie obróbka odbywa się wzdłuż jednej osi.
Na poniższym rysunku, mamy pokazany fragment symulacji obróbki standardowej operacji kieszeni 2D Pocket. Narzędzie przemieszcza się wzdłuż osi X. Jeżeli chodzi o obciążenie to jest OK.
![]()
Ale co się dzieje podczas zmiany kierunku skrawania, na skrawanie wzdłuż osi Y?
![]()
Widać wyraźnie, że w tym miejscu narzędzie jest bardziej zaangażowane w obróbkę i mamy nagły, chwilowy skok obciążenia narzędzia. Nie jest to korzystne. W takich miejscach narzędzie szybciej się zużywa. Często podczas obróbki na obrabiarce, możemy wyraźnie usłyszeć momenty, w których następuje zmiana kierunku skrawania. Powinno to dać nam do myślenia.
Inaczej ma się sprawa z zastosowaniem strategii 2d Adaptive Clearing. Tutaj narzędzie przez całą obróbkę będzie tak samo obciążone. Według wartości wpisanej w parametrze Optimal Load. Określamy jaka część średnicy będzie zaangażowana w obróbkę. Jeżeli dojdzie do zmiany kierunku skrawania ścieżka narzędzia zostanie odpowiednio przygotowana, aby to obciążenie utrzymać i go nie przekroczyć. Taki sposób obróbki pozwala na zwiększenie wartości posuwu i na zwiększenie głębokości jednego przejścia. Zwiększenie głębokości przyczyni się do lepszego wykorzystania narzędzia. Przy odpowiednim wdrożeniu takiej strategii możemy wykorzystywać pełną długość roboczą ostrza.
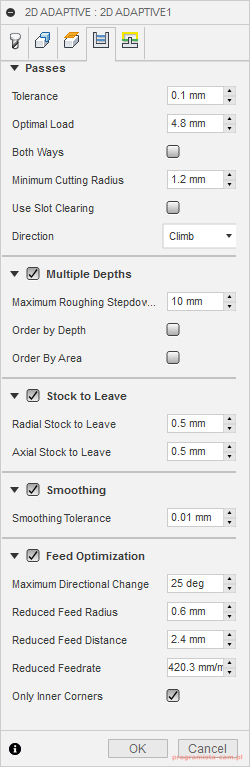
Patrząc na samą ścieżkę narzędzia widzimy ogromną różnice w porównaniu do standardowej obróbki kieszeni. W miejscach gdzie jest dużo przestrzeni narzędzie obrabia z ustalonym krokiem przejścia. W narożach, gdzie robi się ciasno, krok przejść jest mniejszy, tak aby utrzymać stałe obciążenie narzędzia. Poza tym, nie mamy tutaj gwałtownych zmian kierunku skrawania. Ścieżka narzędzia jest gładka i wszystkie przejścia są płynne. Po przeprowadzeniu symulacji widać wyraźnie jak usuwany jest materiał.
Przeprowadzając obróbkę z tymi samymi parametrami, których używaliśmy do obróbki kieszeni wykorzystując operację 2D Pocket, obróbka 2D Adaptive Clearing będzie dłuższa. Ale strategia 2D Adaptive Clearing pozwoli użyć wyższych wartości posuwu i większej głębokości jednego przejścia. Warto to sprawdzić doświadczalnie. Punktem wyjścia mogą być parametry, których używamy w standardowej obróbce kieszeni, a następnie możemy je powoli podnosić.
Zacząłbym od zwiększenia głębokości obróbczej, na pełną długość roboczą narzędzia, a zmniejszyłbym krok w bok, np. do 0,2 mm i zwiększał powoli posuw i obroty. Następnie powoli zwiększałbym krok w bok.
Kolejny parametr, odróżniający obróbkę 2D Adaptive Clearing od obróbki 2D Pocket, to parametr Use Slot Clearing. Parametr ten możemy wykorzystać przy obróbce długich i wąskich kieszeni lub po prostu rowków (co możemy wywnioskować z nazwy parametru). Wykorzystując ten parametr najpierw zostanie usunięty materiał ze środka kieszeni, a następnie ścieżka zostanie wygenerowana wzdłuż konturu zewnętrznego.
Tak wygląda obróbka kieszeni z użyciem strategii 2D Pocket.
![]()
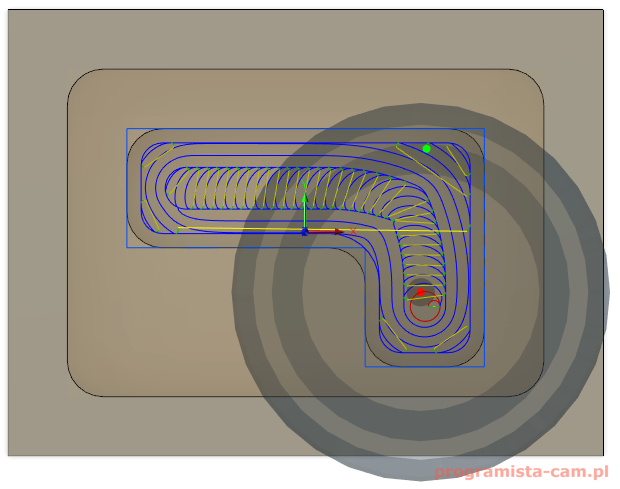
Tak wygląda ścieżka narzędzia w strategii 2D Adaptive Clearing.
![]()
Jest lepiej i po kilku próbach moglibyśmy wyciągnąć naprawdę dobry wynik jeżeli chodzi o czas obróbki i zużycie narzędzia.
A poniżej strategia 2D Adaptive Clearing z wykorzystaniem opcji Use Slot Clearing.
Startegia 2D Adaptive Clearing (i jej odpowiedniki w innych systemach CAM) powstały na podstawie frezowania trochoidalnego. Sposób ten powstał już w latach 80-tych, ale dopiero możliwości komputerów i systemów CAM umożliwiają wyciągnąć z tego sposobu frezowania najwięcej korzyści. Najkrócej można to podsumować tak, zmniejszamy szerokość skrawania (krok w bok – ae) przy jednoczesnym (często znacznym) zwiększeniu głębokości skrawania (ap) i posuwu.
Wielkie dzięki za ten kurs. Mam nadzieję , że nie porzucisz Fusiona i powstaną dalsze wpisy. Dobra robota, tak trzymaj .
Dzięki! Nie porzucę 😉
Już rozpocząłem pracę nad kursem Frezowanie 3D 😉
Super. Fusion 360 – dobrze że jest ktoś kto opisuje. Dołączam się , tak trzymaj. Czekam na dalsze wpisy