
G-code – Podstawowe funkcje i parametry
W poprzednim wpisie przedstawiłem kilka informacji na temat g-kodu. W tym wpisie będzie kilka kolejnych informacji.
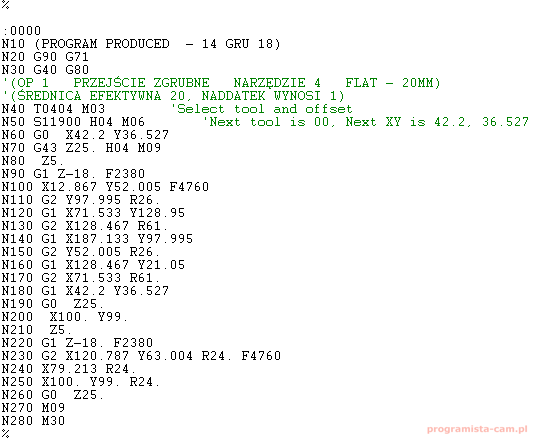
W bloku N10 mamy komentarz, który będzie widoczny na pulpicie maszyny. Możemy tam zawrzeć różne przydatne informacje. W blokach N20 i N30 mamy funkcje przygotowawcze G.
G90 to pozycjonowanie absolutne, G40 odwołanie kompensacji promienia narzędzia, G80 zakończenie cykli standardowych, a G71 w tym przypadku oznacza wykorzystywanie jednostek metrycznych – milimetrów.
Oba te bloki napisane są „na sztywno”. Oznacza to, że będą wygenerowane w każdym programie obróbkowym. Stanowi to niejako zabezpieczenie, reset ustawień np. z poprzedniego programu.
Następnie w bloku N40 mamy wywołanie narzędzia numer 4 wraz z wartością kompensacji promienia narzędzia z pola numer 4. M03 oznacza prawe obroty wrzeciona.
W bloku N50 mamy ustawienie obrotów wrzeciona na prędkość 11900 obr/min., H04 to wartość kompensacji długości narzędzia, będzie odczytana z pola 4, z tabeli narzędzi w maszynie. M06 to polecenie zmiany narzędzia.
Kolejna linia, N60, mamy w niej ruch szybki – G0, na określone współrzędne XY.
Następnie w N70, mamy G43 – włączenie kompensacji długości narzędzia, przejazd ruchem G0 (ponieważ nie został on odwołany, jeżeli żaden inny ruch się nie pojawił to cały czas przejazdy będą odbywały się ruchem szybkim), mamy powtórzenie wartości korekcji długości narzędzia H04 i funkcje odpowiedzialną za chłodziwo. M09 oznacza akurat wyłączenie chłodziwa. M08 to włączenie chłodziwa.
W N80 mamy przejazd ruchem szybkim na współrzędną Z5.
Dopiero w N90 mamy włączenie liniowych ruchów roboczych – G1, z wartością posuwu F2380 mm/min, i przejazd w osi Z na współrzędną Z-18. Następnie ruchem roboczym zostanie wykonana obróbka konturu. Linie od N100 do N200 opisują kształt ścieżki narzędzia. W międzyczasie pojawia się współrzędna G2, która oznacza kołowy ruch narzędzia zgodnie z ruchem wskazówek zegara (G3 to kołowy ruch narzędzia przeciwnie do ruchu wskazówek zegara).
Pojawia się też zmienna R, która oznacza wielkość promienia po jakim porusza się narzedzie.
W N260 mamy wycofanie narzędzia ruchem szybkim G0 na współrzędną Z25.
W N270 wyłączenie chłodziwa.
W N280, M30 – zakończenie programu i powrót na początek.
Znak ‘%’ oznacza koniec danych, informacji, programu obróbkowego.
To wszystko w dużym skrócie. Tak żeby było mniej więcej wiadomo jak wyglądają programy obróbkowe i o co w tym chodzi, jak w przyszłości pojawią się jakieś odwołania do programu NC.
Pobierz i przetestuj pełną, oryginalną licencję Alphacam za darmo na 30 dni!