
Fusion 360 Passes – Przejścia ścieżki narzędzia
Szkolenie Fusion 360 CAM – Od zera do poprawnych programów NC
Passes to kolejna zakładka w operacji Face – Planowanie. Zakładka ta odpowiada za dostosowanie przejść ścieżki narzędzia (sprawdź poprzedni wpis – Planowanie – Poziomy obróbcze)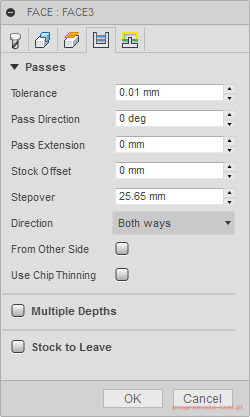
Tolerance – Tolerancja cięciwy
Pierwsze pole – Tolerance, to tolerancja. Jednak samo określenie tolerancja nie wyjaśnia zbyt wiele. W niektórych systemach CAM jest to określane jako tolerancja cięciwy. Chodzi tutaj o dokładność dopasowania łuków kiedy chcemy je przybliżyć za pomocą krótkich odcinków.
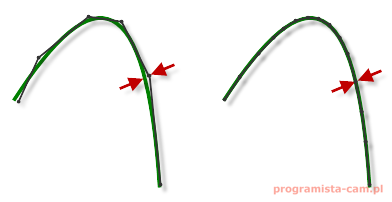
Tolerancja cięciwy to maksymalna odległość przybliżanych odcinków od łuku (który będzie przybliżany za pomocą tych odcinków). Jeżeli wpiszemy małą wartość (np. 0.001) to otrzymamy dokładniejsze przybliżenie, ale też spowoduje to dłuższy program obróbkowy. Niektóre maszyny mogą sobie z tym nie poradzić. O ile wielkość pliku z programem obróbkowym co raz rzadziej stanowi problem, to krótkie przejazdy liniowe mogą spowodować, że maszyna „nie wyrobi” i obróbka nie będzie przebiegała płynnie tylko skokowo. Wpisując większą wartość (np. 0.1) program będzie mniejszy ale możemy uzyskać mniej dokładne odwzorowanie łuku. Tak jak w wielu przypadkach, najlepiej jest to sprawdzić na maszynie i dobrać optymalne parametry.
Pass Direction – kierunek przejść
Kolejne pole to Pass Direction, czyli kierunek przejść.
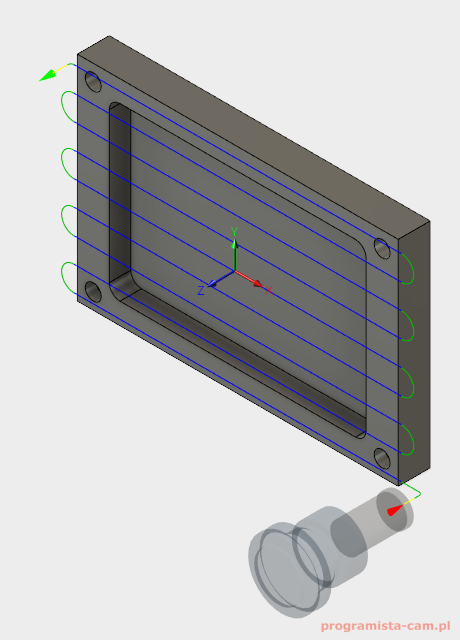
Kat 0 stopni (0 deg) wygeneruje ścieżki narzędzia równoległe do osi X.

Kąt 30 stopni, wygeneruje ścieżki pod kątem 30 stopni do osi X.
A kąt 90 stopni spowoduje, że otrzymamy ścieżki równoległe do osi Y.
Pass Extension – wydłużenie przejść
Kolejna opcja to Pass Extension, czyli wydłużenie przejść. Na przykładzie poniżej pokazana wartość 0.
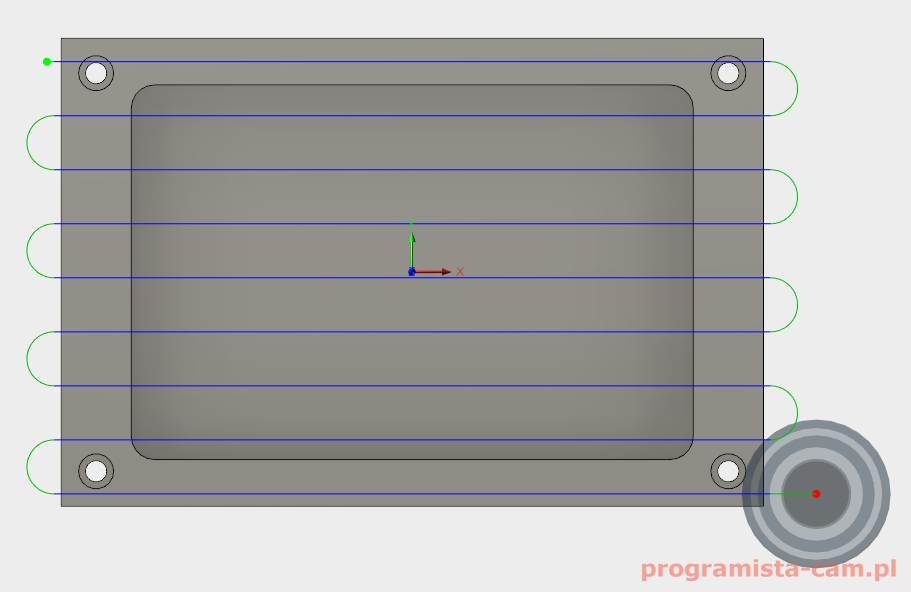
A na kolejnym rysunku wartość Pass Extension = 10.

Łatwo możemy zauważyć, że opcja ta odpowiada za wydłużenie przejść (jak sama nazwa wskazuje) na początku i na końcu o wpisaną wartość w milimetrach.
Stock Offset
Na naszym przykładzie ścieżki narzędzia zostały wydłużone tylko z lewej i prawej strony (gdyby był inny kąt przejść to po prostu na początku i na końcu przejścia), a co jeśli chcemy jeszcze dodatkowo rozszerzyć obróbkę na górze i na dole elementu? Tak, żeby z każdej strony narzędzie wychodziło poza detal o określoną wartość? Za to odpowiada kolejna opcja Stock Offset.
W przypadku kiedy Stock Offset = 0 (i Pass Extension = 0), otrzymamy:

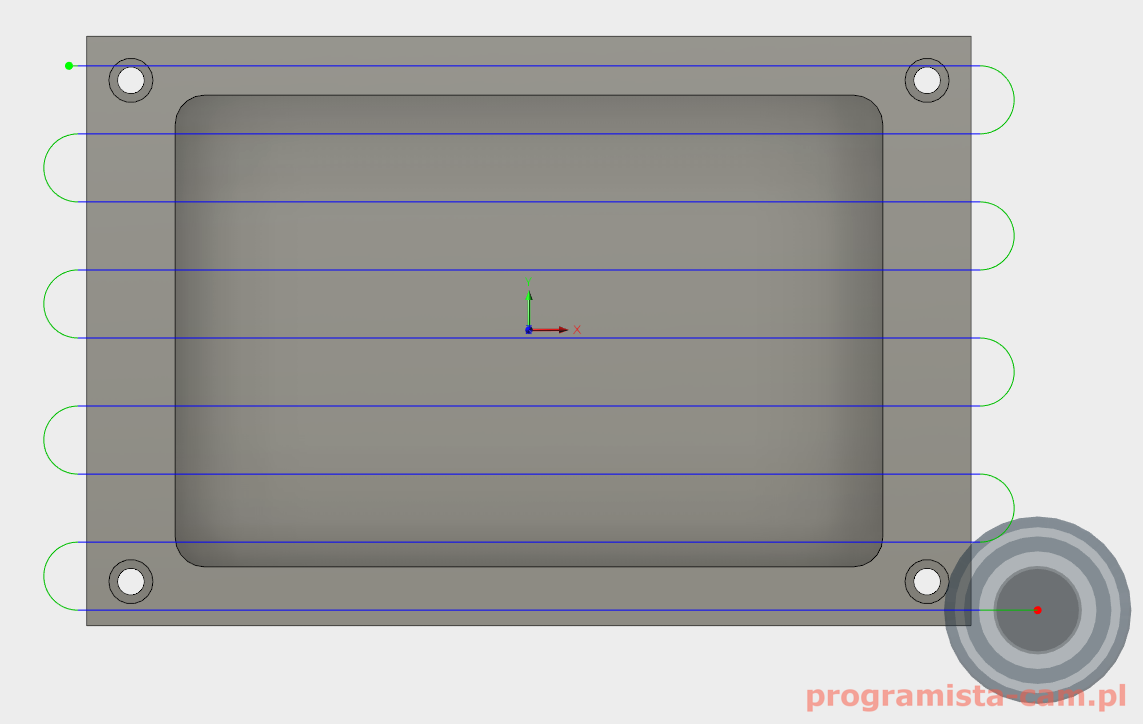
W przypadku kiedy Stock Offset = 10 (i Pass Extension = 0), otrzymamy:
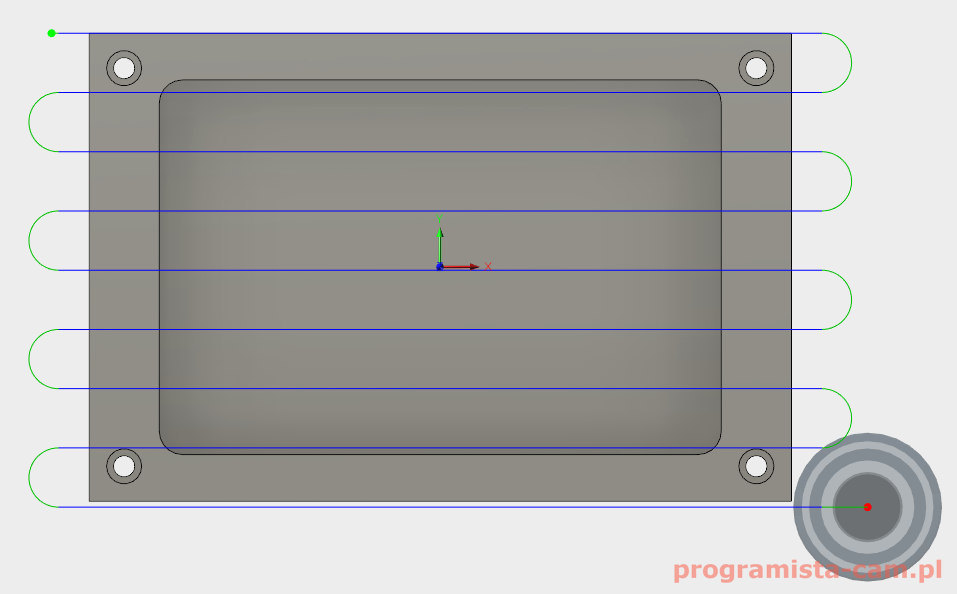
Opcja Stock Offset odpowiada za wirtualne powiększenie przygotówki (w przypadku operacji 2.5D) o wpisaną wartość. W systemach CAM może to być określone jako dodatkowy naddatek.
Stepover – szerokość przejść
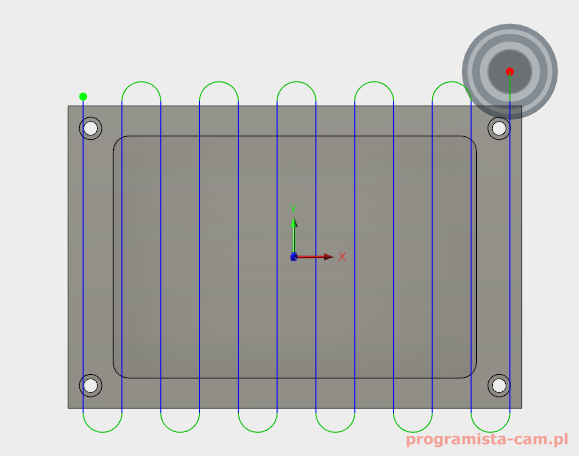
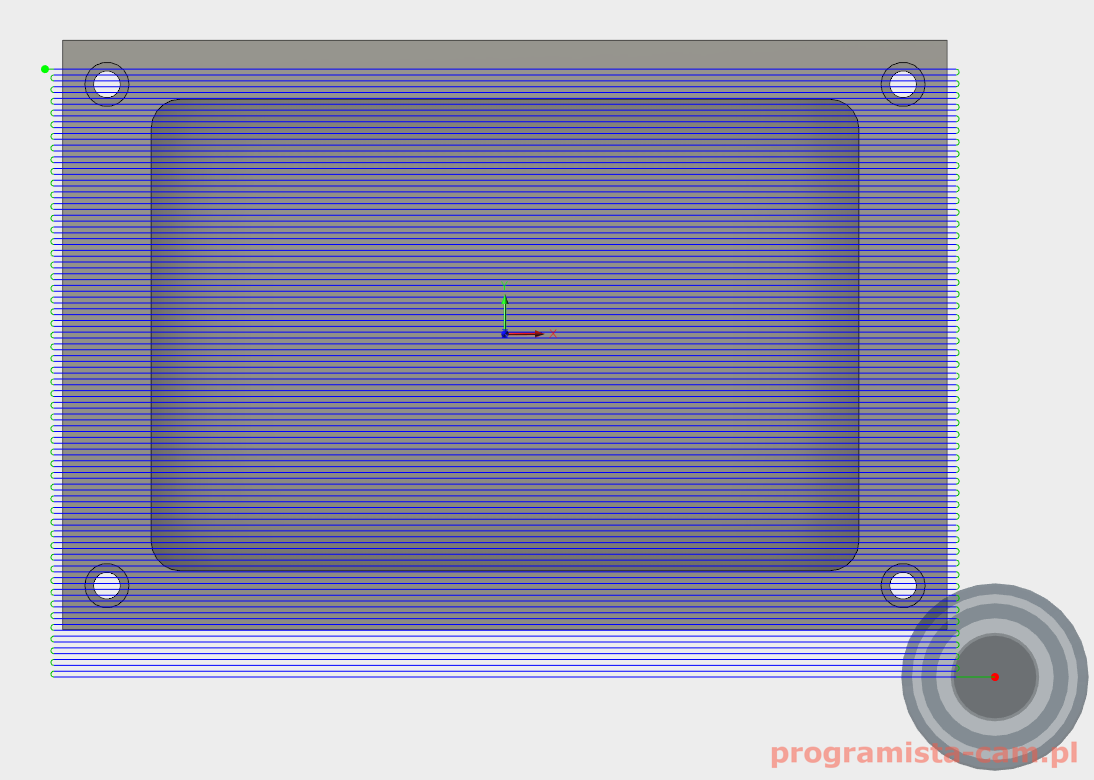
Kolejny parametr to Stepover, czyli szerokość przejść. Wpisując małą wartość, np. 2, otrzymamy:
A wpisując np. 25, otrzymamy:
Od razu widać różnicę i widać o co chodzi. Nie zaleca się stosować szerokości przejścia równej połowie średnicy narzędzia.
Direction – kierunek frezowania
Następny parametr to Direction, czyli kierunek frezowania.
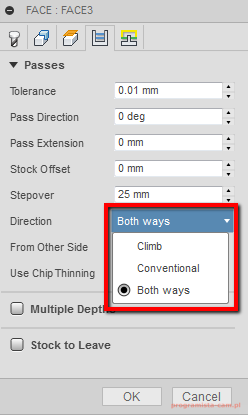
Mamy do wyboru frezowanie współbieżne – Climb, frezowanie przeciwbieżne – Conventional lub frezowanie w obu kierunkach – Both ways.
From Other Side – zmiana początku obróbki
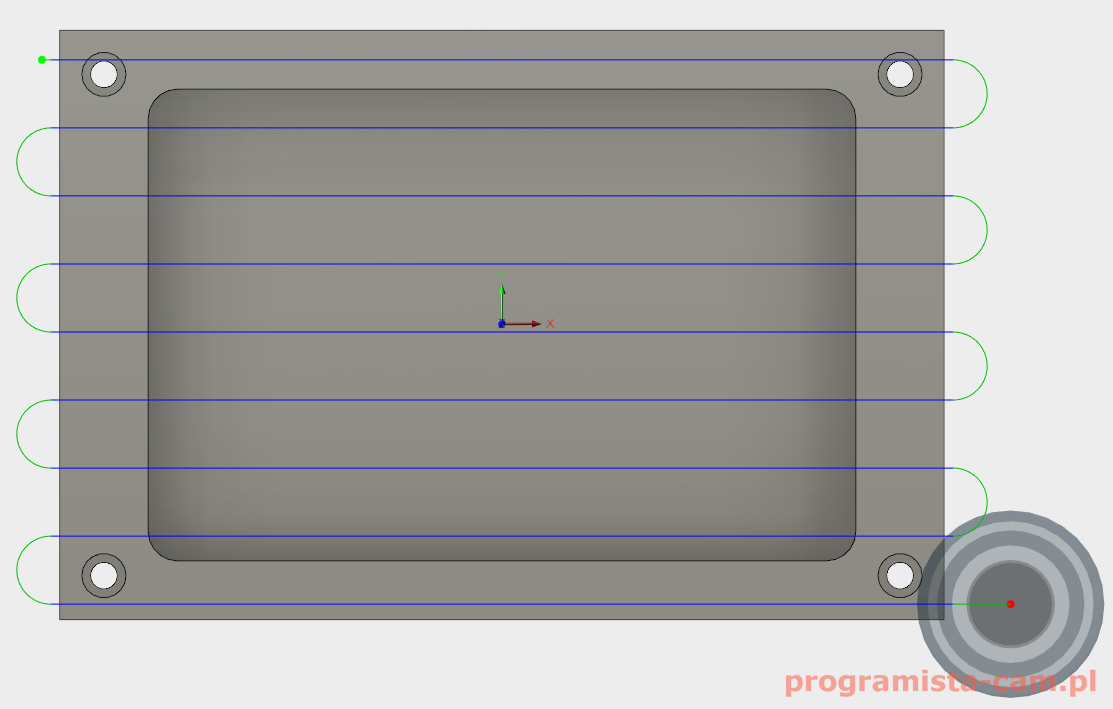
Kolejna opcja to From Other Side, czyli zmiana początku obróbki. Jej zaznaczenie spowoduje, że obróbka rozpocznie się z drugiej strony.
Opcja From Other Side odznaczona:
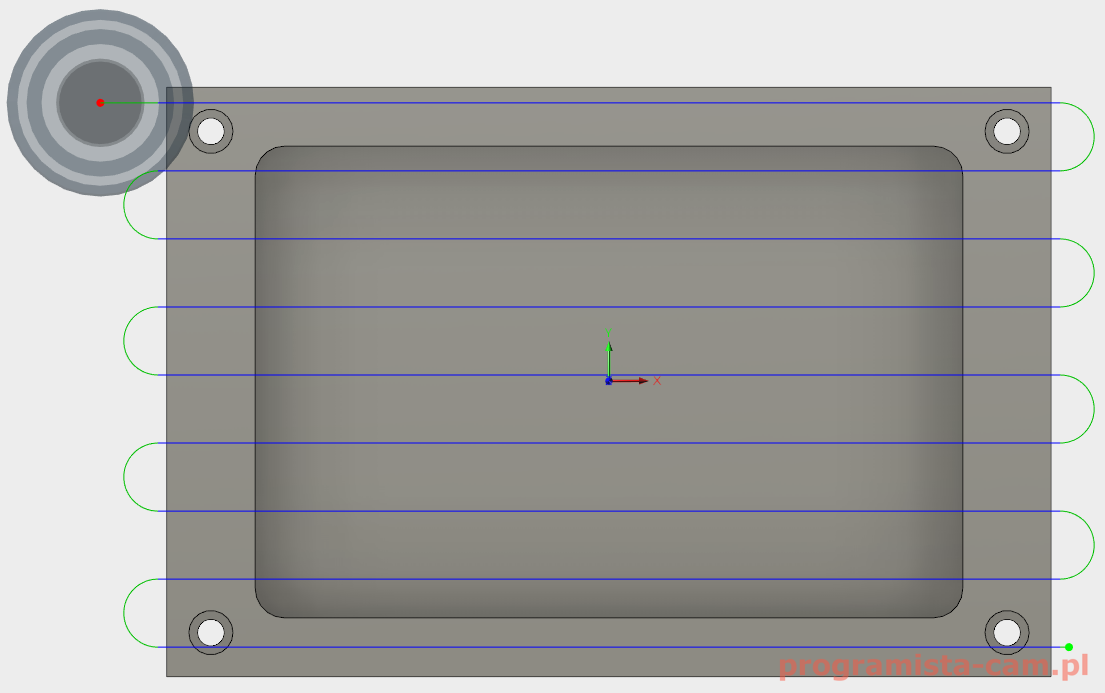
Opcja From Other Side zaznaczona:
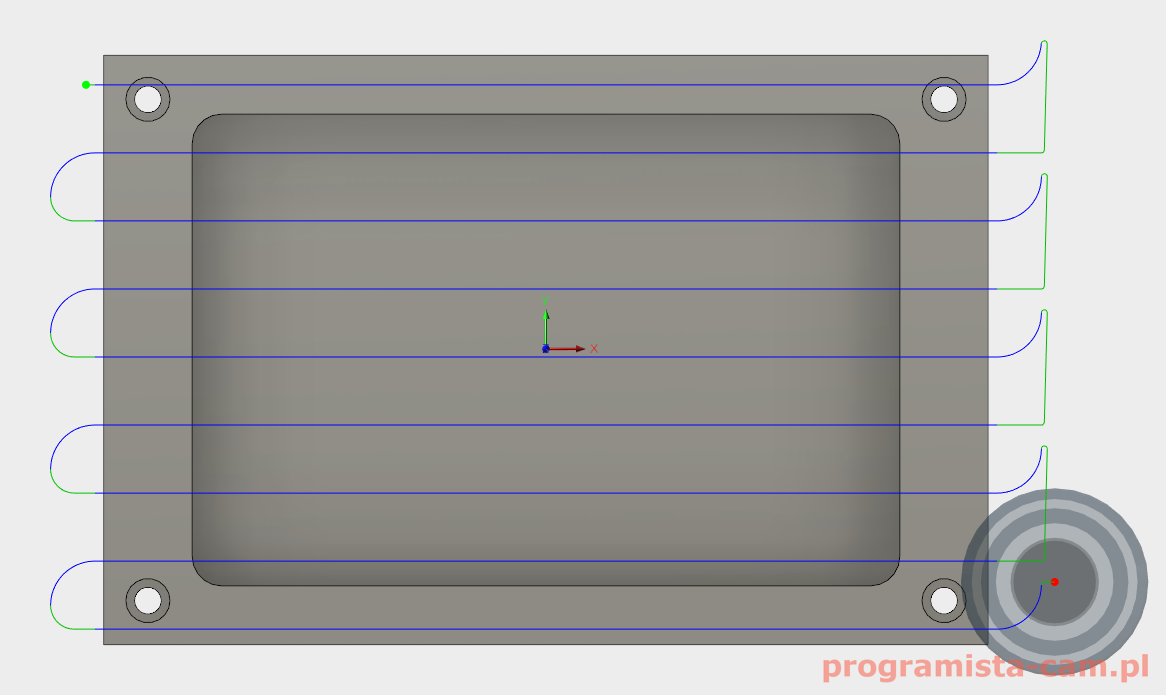
Kolejna opcja to Use Chip Thinning. Po zaznaczeniu tej opcji pojawią się pętle na początkach przejść.
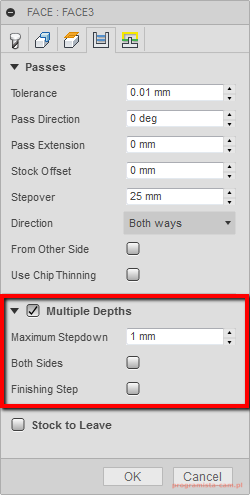
Multiple Depths – wielokrotne przejścia
Kolejna sekcja to Multiple Depths, czyli wielokrotne przejścia. Pierwszym parametrem w tej sekcji jest parametr Maximum Stepdown – maksymalna głębokość przejścia. Jest to dosyć istotny parametr. Za jego pomocą określamy jak głęboko zejdzie narzędzie w jednym przejściu.
Jeżeli mamy do zebrania 2 mm materiału, a Maximum Stepdown ustawimy na 1 mm to otrzymamy dwa przejścia w osi Z.
Czyli w jednym przejściu zbieramy maksymalnie milimetr. Gdyby było do zebrania 3 mm materiału to oczywiście byłyby trzy przejścia. A co gdyby było do zebrania 2,7 mm materiału? Wtedy też otrzymamy trzy przejścia, ale każe z nich będzie miało 0,9 mm. W polu Maximum Stepdown wpisujemy wartość maksymalną i ta wartość nie zostanie przekroczona.
Both Sides
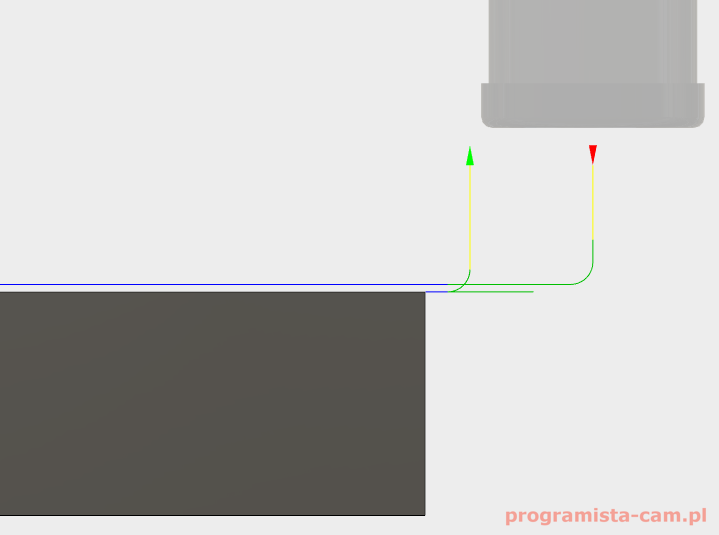
Kolejna opcja to Both Sides (zadziała wtedy kiedy będzie więcej niż jedno przejście). Jeżeli ta opcja nie jest zaznaczona to obróbka będzie przebiegała w jednym kierunku, tzn. z dołu do góry (z ujemnych wartości osi Y na dodatnie wartości osi Y) lub z lewej do prawej (z ujemnych wartości osi X do dodatnich wartości osi X) w zależności od tego jak zostały przygotowane ścieżki narzędzia.
Po wykonaniu obróbki na wartości pierwszego kroku w osi Z (w naszym przykładzie na Z-1) narzędzie przejedzie nad materiałem do przeciwnego boku i rozpocznie obróbkę na kolejnym poziomie w osi Z.
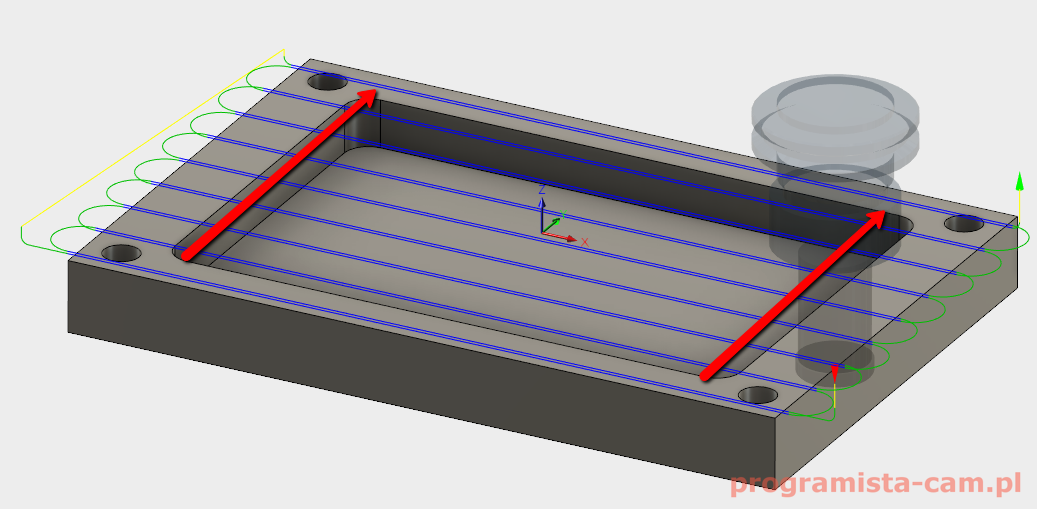
Opcja Both Sides odznaczona.
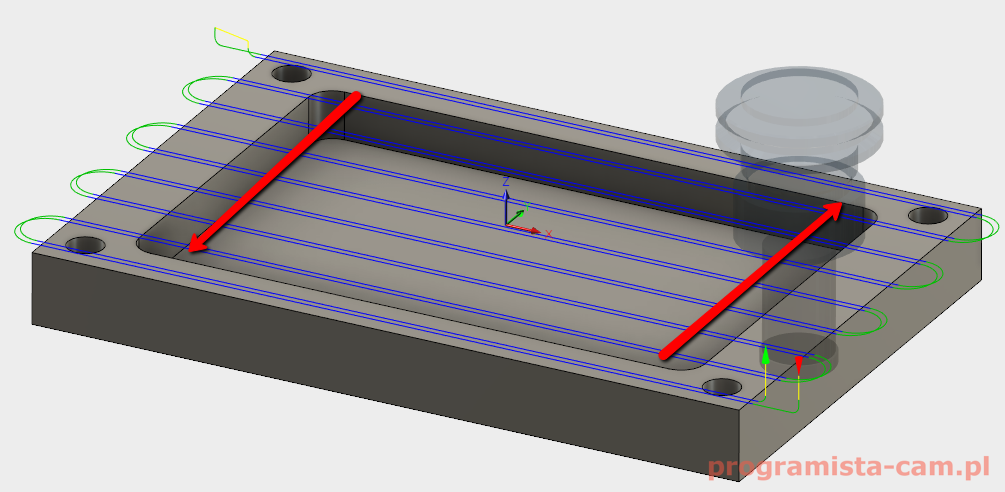
Opcja Both Sides zaznaczona.
Oczywiście wyżej opisana sytuacja dotyczy ścieżek równoległych lub prostopadłych do osi X. W przypadku przejść pod jakimś kątem sytuacja będzie analogiczna.
Finishing Step – przejście wykańczające
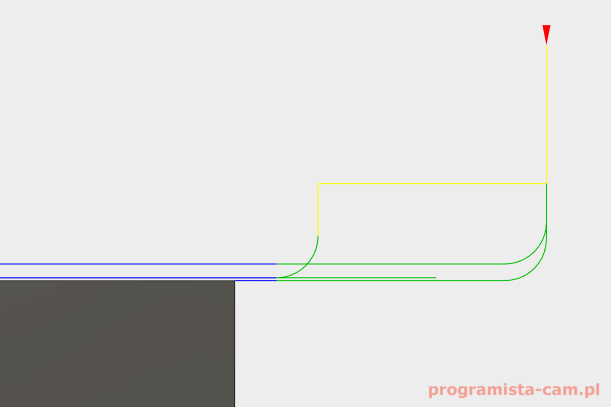
Kolejna opcja to Finishing Step, czyli przejście wykańczające.
Po zaznaczeniu tej opcji dodane zostanie przejście wykańczające i aktywują się pola, w których możemy określić posuw dla tego przejścia i jego krok w osi Z.
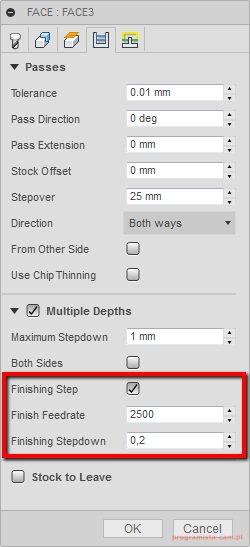
Po przeliczeniu operacji otrzymamy dwa przejścia zgrubne o maksymalnej głębokości 1 mm i jedno przejście wykańczające o głębokości 0,2 mm.
Stock to Leave – naddatek
Ostatnia opcja w tej zakładce to opcja Stock to Leave, czyli naddatek jaki ma pozostać po obróbce.
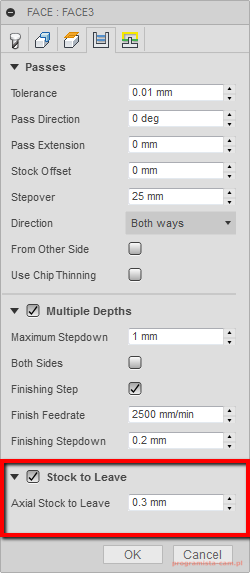
Wpisując np. wartość 0.3 mm otrzymamy:
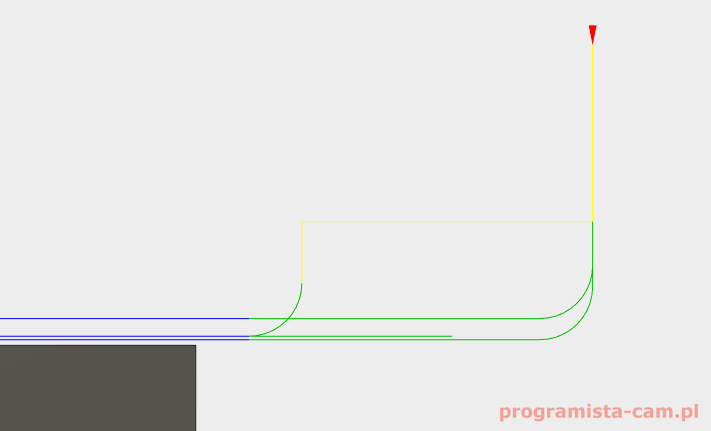
Tutaj mamy operację planowania, więc naddatek będzie pozostawiony w osi Z, gdybyśmy obrabiali kontur zewnętrzny naddatek pozostałby w osiach XY. W przypadku obróbek 3-osiowych, będzie to wyglądało jeszcze inaczej. Ale o tym wkrótce.