
Multiple Depths Fusion 360 – Przejścia wielokrotne
Szkolenie Fusion 360 CAM – Od zera do poprawnych programów NC
Kolejną sekcją w zakładce Passes w obróbce konturu jest sekcja Multiple Depths. Możemy tutaj między innymi podzielić obróbkę konturu na kilka przejść w osi Z, jak i rozdzielić obróbkę na zgrubną i wykańczającą.
Sprawdźmy kolejne parametry na przykładach.
Pierwszy parametr to Maximum Roughing Stepdown, czyli maksymalny krok przejścia zgrubnego. Jest to maksymalna głębokość na jaką narzędzie zagłębi się w osi Z w jednym przejściu.
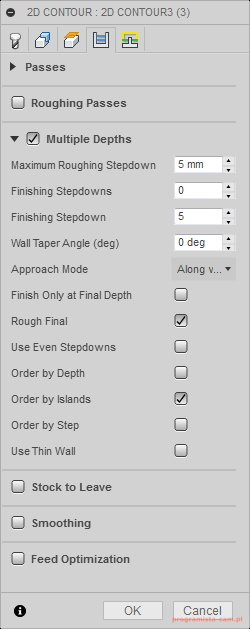
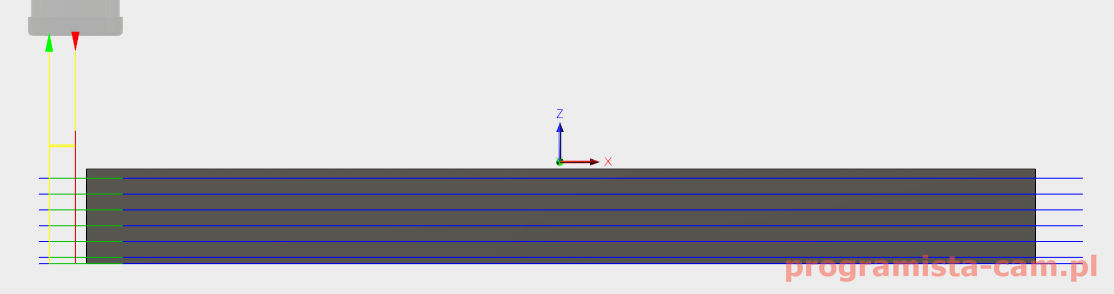
W tym momencie mamy ten parametr równy 5 i ścieżka narzędzia wygląda następująco:
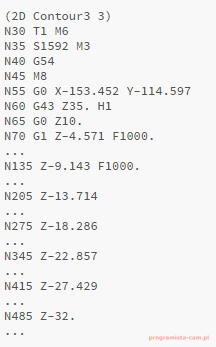
Działanie tego parametru łatwo możemy sprawdzić w programie obróbkowym.

Wyraźnie widać kolejne przejścia co 5 mm w osi Z. Tylko ostatnie przejście wynosi 2 mm, z tego powodu, że już tylko tyle materiału zostało do osiągnięcia głębokości frezowania.
W tym przypadku nie wygląda to źle, ale czy możemy coś zrobić aby uzyskać przejścia o równej głębokości?
Może się zdarzyć taka sytuacja, że ostatnie przejście zostanie wygenerowane na bardzo małą głębokość, np. 0,1 mm albo mniej. Wtedy (i ogólnie jeżeli to typowa obróbka zgrubna) lepszym rozwiązaniem jest wygenerowanie przejść o równych głębokościach. Automatycznie, bez zbędnej analizy, eliminujemy przypadek, w którym ostatnie przejście będzie bardzo małe.
We Fusion 360 odpowiada za to parametr Use Even Stepdowns.
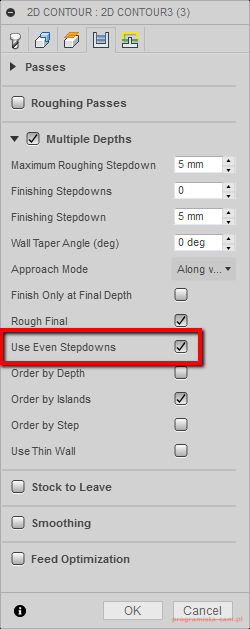
Zaznaczając ten parametr wymuszamy to, aby przejścia były równe. Dzięki czemu unikniemy sytuacji, w której ostatnie przejście będzie bardzo małe.
W kodzie NC wygląda to tak:
Nie spotkałem się z systemem, który nie przeliczałby głębokości przejść, tak żeby były równe. Ale nie zdziwiłbym się gdyby taki system był. Łatwiej spotkać system CAM, w którym opcja równych przejść jest opcją domyślną i automatycznie, często nawet bez zastanowienia, programiści w ten sposób generują programy. Co nie jest złe. Im mniej drobnostek, na które trzeba zwracać uwagę tym lepiej. Zwłaszcza w pracy w narzędziowni, gdzie część goni część i często czas przygotowania programu jest dłuższy niż rzeczywisty czas frezowania.