Fusion 360 Drilling Cycles – Cykle wiercenia
Szkolenie Fusion 360 CAM – Od zera do poprawnych programów NC
Zanim przejdziemy do omówienia cykli wiercenia dostępnych w Autodesk Fusion 360, sprawdźmy jeszcze zakładkę Heights – Poziomy. Zakładka ta, wygląda podobnie jak w poprzednich operacjach. Zwróćmy jednak uwagę na sekcję Bottom Height.
Jeżeli chodzi o głębokość wiercenia, to bardzo użyteczna będzie opcja w Hole Bottom w parametrze From. Po jej wybraniu, jako głębokość wierceni, automatycznie wybierane będzie dno zaznaczonego otworu.
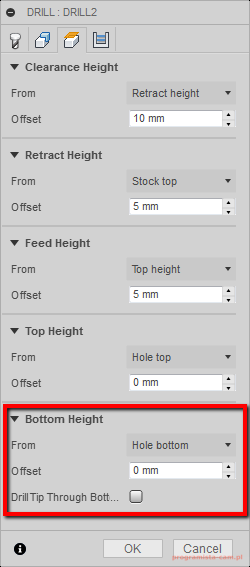
Kolejną opcją, na którą warto zwrócić uwagę to DrillTip Through Bottom. Standardowo wiercenie odbywa się do momentu osiągnięcia głębokości wiercenia przez wierzchołek narzędzia. Kiedy zaznaczymy tę opcję, wiercenie będzie do momentu, aż narzędzie pełną średnicą osiągnie głębokość wiercenia. Dodatkowo w polu Offset możemy wpisać ujemną wartość (np. -1), aby obniżyć delikatnie głębokość wiercenia i mieć pewność, że uzyskamy wiercenie przelotowe. Oczywiście, podczas wiercenia przelotowego musimy uważać na uchwyty, czy podkładki, które mogłyby znajdować się pod otworem.
Cykle wiercenia
Przejdźmy do ostatniej zakładki – Cycle. W tej zakładce możemy wybrać jeden z wielu dostępnych cykli wiercenia.
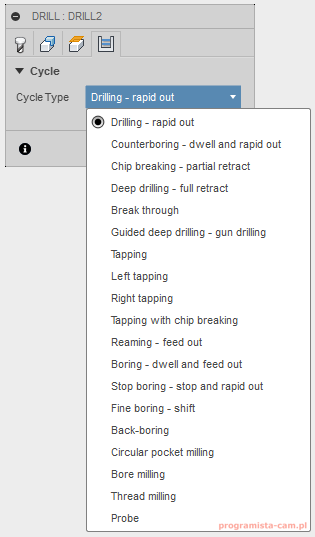
Drilling, to standardowe wiercenie G81. Narzędzie ruchem roboczym zagłębia się do osiągnięcia głębokości wiercenia, a następnie wycofuje się ruchem szybkim.
Counterboring, to cykl G82. Wiercenie z zatrzymaniem na dnie i szybkim wycofaniem.
Chip breaking, to wiercenie z łamaniem wióra. Cykl G73. Mamy tutaj stopniowe zagłębianie się wiertła z częściowym wycofaniem.
Deep drilling, cykl G83, głebokie wiercenie. Wiercenie ze stopniowym zagłębianiem się wiertła i pełnym wycofaniem narzędzia z otworu.
Break through, zastoswanie tego cyklu pozwoli na zmniejszenie posuwu i prędkości skrawania przed przebiciem otworu na wylot.
Guided deep drilling – gun drilling, cykl, który możemy wykorzystać podczas wiercenia wiertłami lufowymi.
Tapping, gwintowanie. Cykl G84/G74.
Tapping with chip breaking, gwintowanie z łamaniem wióra.
Reaming, cykl G85. Rozwiercanie z wyjazdem narzędzia z otworu ruchem roboczym.
Boring, wytaczanie z postojem na dnie i wycofaniem ruchem roboczym.
Stop boring, cykl G86. Wytaczanie z zatrzymaniem wrzeciona na dnie i wycofaniem narzędzia ruchem szybkim.
Fine boring, cykl podobny do cyklu Stop boring, z tym, że ustawi płytkę w wybranym ustawieniu kątowym i odsunie ostrze od obrobionej ścianki przed wycofaniem.
Back-boring, cykl wytaczania wstecznego.
Circular pocket milling, opcja ta może być wykorzystana do przypisania niestandardowego cyklu frezowania kieszeni okrągłych.
Bore milling, opcja ta może być wykorzystana do przypisania cyklu rozfrezowywania okrągłych kieszeni, np. frezowania heliakalnego otworów.
Thread milling, opcja to może być wykorzystana do przypisania niestandardowego cyklu frezowania gwintów.
Probe, do tej opcji możemy przypisać pomiar sondą lub użycie makra do określenia bazy.
Aby przypisać dostosowany cykl do jednej z powyższych opcji może to wymagać ingerencji w postprocesor.
Jeżeli chodzi o cykle wiercenia, to sprawa z punktu widzenia postprocesora i generowania programów obróbkowych, jest trochę bardziej skomplikowana. Jeżeli nie mamy postprocesora wdrożonego do konkretnej maszyny, warto wygenerować kod dla przykładowego cyklu i przyjrzeć się mu na spokojnie i krok po kroku przeanalizować. Liczba dostępnych cykli jest dosyć duża, a pomiędzy układami sterowania, a nawet różnymi wersjami tych samych układów sterowania (np. inny rok produkcji maszyny) mogą występować różnice w poszczególnych parametrach cyklu. Dlatego, jeżeli nie posiadasz postprocesora wdrożonego do maszyny, którą programujesz, zachowaj szczególną ostrożność podczas wiercenia.
W kolejnym wpisie omówione zostaną dwa, dosyć często wykorzystywane cykle. Cykl G81 – standardowe wiercenie i cykl G83 – głębokie wiercenie.