
Co to jest G-kod?
G-kod to obok programu NC jedno z określeń na program obróbkowy. Na program, który piszemy „z palca” lub generujemy za pomocą systemu CAM, a następnie uruchamiamy na obrabiarce CNC.
Jest to zestaw instrukcji, który po kolei „mówi” obrabiarce CNC co ma wykonywać. Instrukcje te są znormalizowane, opisuje je standard ISO 6983. Jednak niektórzy producenci układów sterowania do obrabiarek sterowanych numerycznie wykorzystują własne polecenia, które mogą różnić się od znormalizowanego G-kodu. Mimo tego, w potocznym i warsztatowym języku używa się określenia G-kod na program obróbkowy, napisany niekoniecznie w standardzie ISO. Jeżeli ktoś mówi o g-kodzie zazwyczaj chodzi mu o program obróbkowy na daną maszynę.
Otwórzmy nasz program, który poprzednio wygenerowaliśmy. Powinien domyślnie otworzyć się w aplikacji Alphaedit. Ale programy obróbkowe otworzymy w każdym edytorze tekstu.
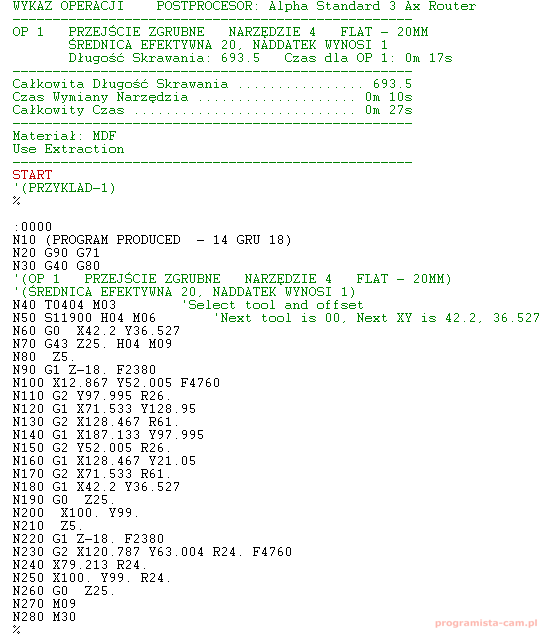
Na początku, to co jest na zielono, to informacje, które nie powinny być widoczne dla maszyny. Sterownik obrabiarki powinien to zignorować. Piszę powinien, bo układy sterowania mają różne sposoby na „wygaszenie” fragmentu programu. Możemy zawrzeć tutaj informacje, które są potrzebne do uruchomienia tego programu. Np. tak jak w przykładowym programie, lista narzędzi, czas pracy danego narzędzia, całkowity czas programu i obrabiany materiał. Możemy to np. wydrukować i załączyć do dokumentacji.
Poniżej znakiem ‘%’ rozpoczyna się program obróbkowy, chodzi tutaj nie o komendę początku programu, a raczej o początek danych, informacji. Następnie mamy numer programu po znaku ‘:’. Dalej mamy już program z ponumerowanymi liniami. Każda taka linia to blok. Numerowanie bloków nie zawsze jest konieczne. W przypadku generowania programów za pomocą systemów CAM, zwłaszcza programów na płynne obróbki 3-osiowe (lub więcej), tam gdzie jest bardzo dużo linii kodu, zdarza się, że warto wyłączyć numerowanie linii, aby program był lżejszy – co może mieć wpływ na szybkość odczytu programu przez sterownik.
Przyjęło się, że numeruje się co 10. Może to wynikać z tego, że podczas „ręcznego” pisania programów, programista jak o czymś zapomniał lub musiał coś jeszcze dopisać po napisaniu całego programu, pomiędzy każdym blokiem miał jeszcze 9 wolnych bloków. Mógł wstawić pomiędzy N10 a N20, np. N15 i N16. Teraz podczas generowania programów z systemów CAM nie ma to aż tak dużego znaczenie, chociaż zdarza się od czas do czasu dopisać coś ręcznie do wygenerowanego programu.
Ale zdarzyć się i tak, że liczba linii jest ograniczona przez sterownik maszyny albo postprocesor. Wtedy po osiągnięci granicy zaczyna się numerowanie od początku, np. mamy N99999 a po tym bloku jest blok N1.
Informacje na temat G-kodów (g-code) to materiał na cały odrębny kurs. Tutaj przedstawię podstawy podstaw i parę ciekawostek. I w tym momencie wystarczy, kolejne informacje przedstawię w kolejnym wpisie.
Pobierz i przetestuj pełną, oryginalną licencję Alphacam za darmo na 30 dni!