
Fusion 360 3D Parallel – Wierszowanie 3D
Szkolenie Fusion 360 CAM – Od zera do poprawnych programów NC
Obróbki wykończeniowe 3D rozpoczniemy od jednej z najprostszych strategii – 3D Parallel. Jest to wykończeniowe wierszowanie 3D.
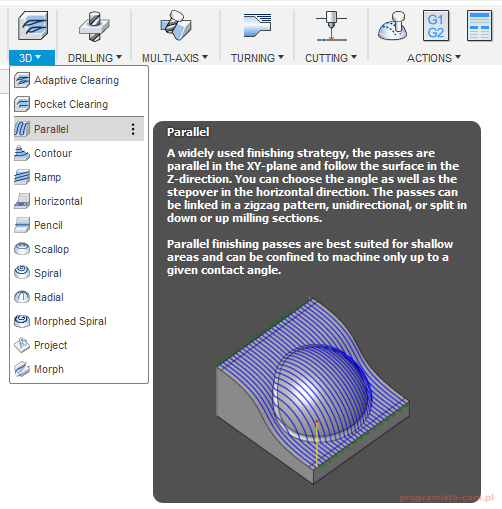
Aby rozpocząć tę strategię wybierz 3D | Parallel.
Do obróbek wykończeniowych 3D warto używać frezów kulowych, dlatego w zakładce Tool wybierzmy frez kulisty fi 10 mm.
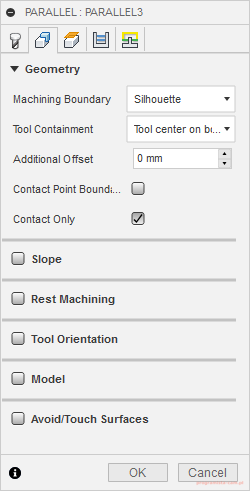
Zakładkę Geometry, omówiliśmy częściowo przy obróbce 3D Adaptive Clearing. W tym przypadku zostawmy na razie domyślne parametry. W dalszej części kursu, na innych przykładach wrócimy do tej zakładki. Domyślne parametry zostawmy również w zakładce Heights. Jak widzisz wiele parametrów się powtarza. Poznając podstawy dużo łatwiej jest przejść dalej.
Przejdźmy do zakładki Passes. To jest zakładka, w której występują główne różnice pomiędzy strategiami obróbkowymi.
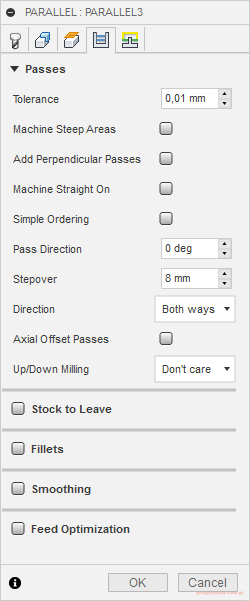
Przeliczmy strategię z domyślnymi parametrami.
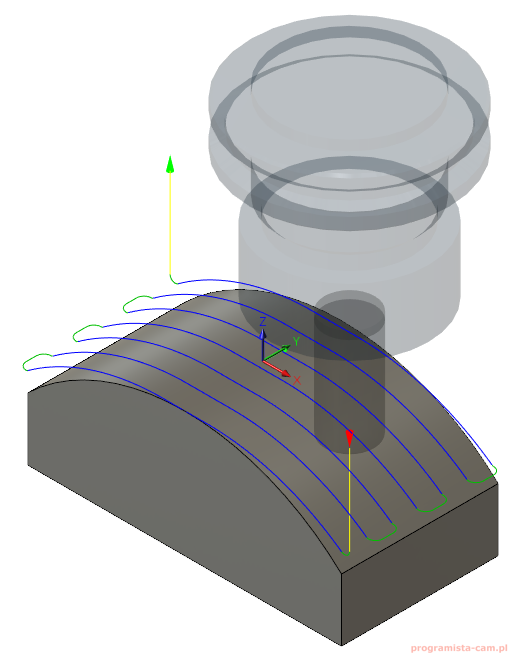
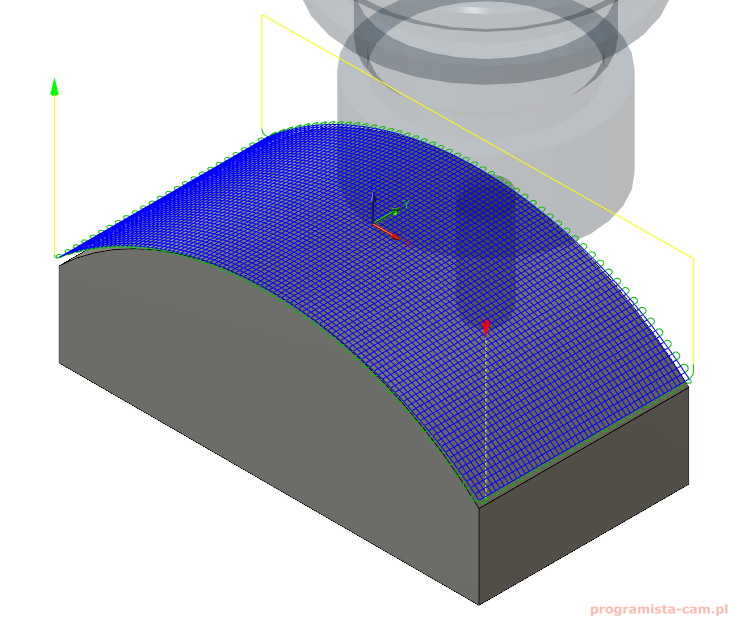
Jak na strategię wykończeniową, frezem kulisty, taka obróbka się do niczego nie nadaje. Przejścia ścieżki narzędzia są za bardzo oddalone od siebie. Aby to zmienić musimy zmienić parametr Stepover. Czyli parametr odpowiadający za krok w bok. Po zmianie parametru na Stepover = 0,5 mm, otrzymamy:

I już jest dużo lepiej.
Parametr Tolerance, odpowiada za to samo co w innych strategiach. https://programista-cam.pl/fusion-360-passes-przejscia/
Parametr Machine Steep Areas, spowoduje dodanie przejść ścieżki narzędzia na pochylonych ściankach. Do pokazania działania tej funkcji, na chwilę zmodyfikuję model, tak aby były jakieś pochylone ścianki.
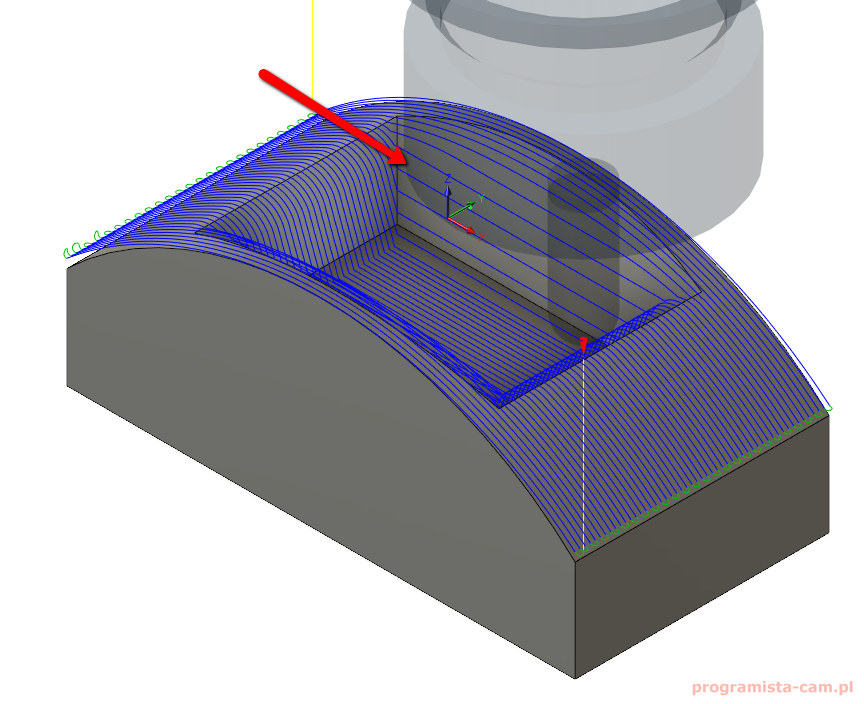
Zwróć uwagę na ścieżkę narzędzia na pochylonej ściance. Odległości pomiędzy ścieżkami narzędzia ustawione są na 1 mm. Ale jest to odległość w widoku od góry.
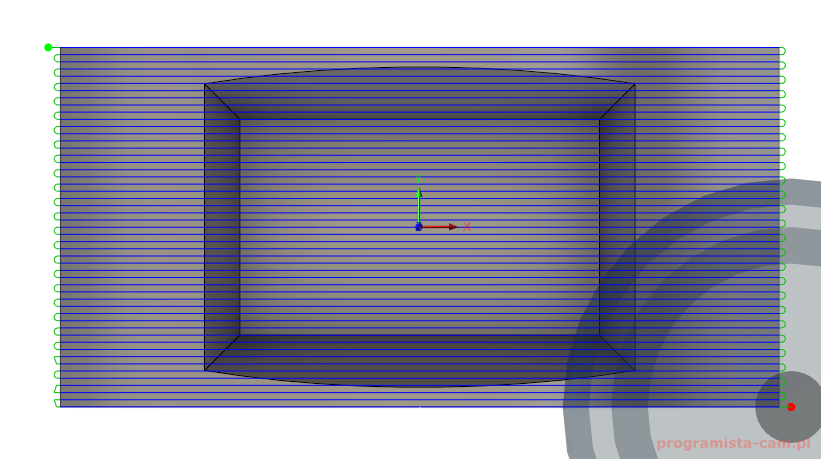
W płaszczyźnie XZ te odległości są znacznie większe i jeżeli przeprowadzimy taką obróbkę, to o ile nie zniszczymy narzędzia to powierzchnia po obróbce będzie źle obrobiona. Będzie brzydka i pozostanie dużo naddatku.
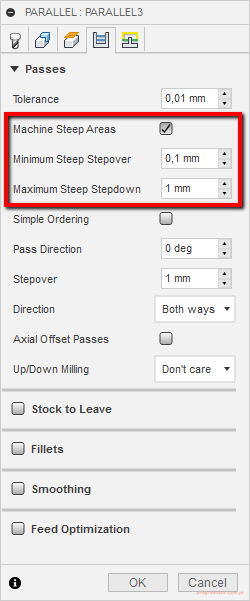
W takich przypadkach możemy aktywować parametr Machine Steep Areas. Po zaznaczeniu tego parametru, aktywują się dwa dodatkowe parametry z nim związane.
Minimum Steep Stepover, który oznacza minimalną wartość kroku w bok dla obróbki pochylonych ścianek.
Maximum Steep Stepdown, który oznacza maksymalną wartość kroku w dół dla obróbki pochylonych ścianek.
Wróćmy do poprzedniej wersji modelu i zaznaczmy parametr Add Perpendicular Passes. Otrzymamy coś takiego:
Zostały dodane przejścia prostopadłe do przejść głównych. Co w przypadku wierszowania 3D jest bardzo użyteczne. Np. w przypadku frezowania płaskorzeźb, albo po prostu jeżeli zależy nam na dobrym wykończeniu powierzchni, obróbka w jednym kierunku może nie wystarczyć. Wtedy warto dodać przejścia prostopadłe. Oczywiście można dodać drugą operację z innym kierunkiem przejść, ale skoro można to zrobić w jednej operacji, można to wykorzystać.
Do pokazania kolejnej opcji, Machine Straight On, musimy na chwilę powrócić do wersji modelu z pochylonymi ściankami. Zaznaczenie opcji Machine Straight On spowoduje to, że ścieżki narzędzia na pochylonych ściankach nie będą generowane.
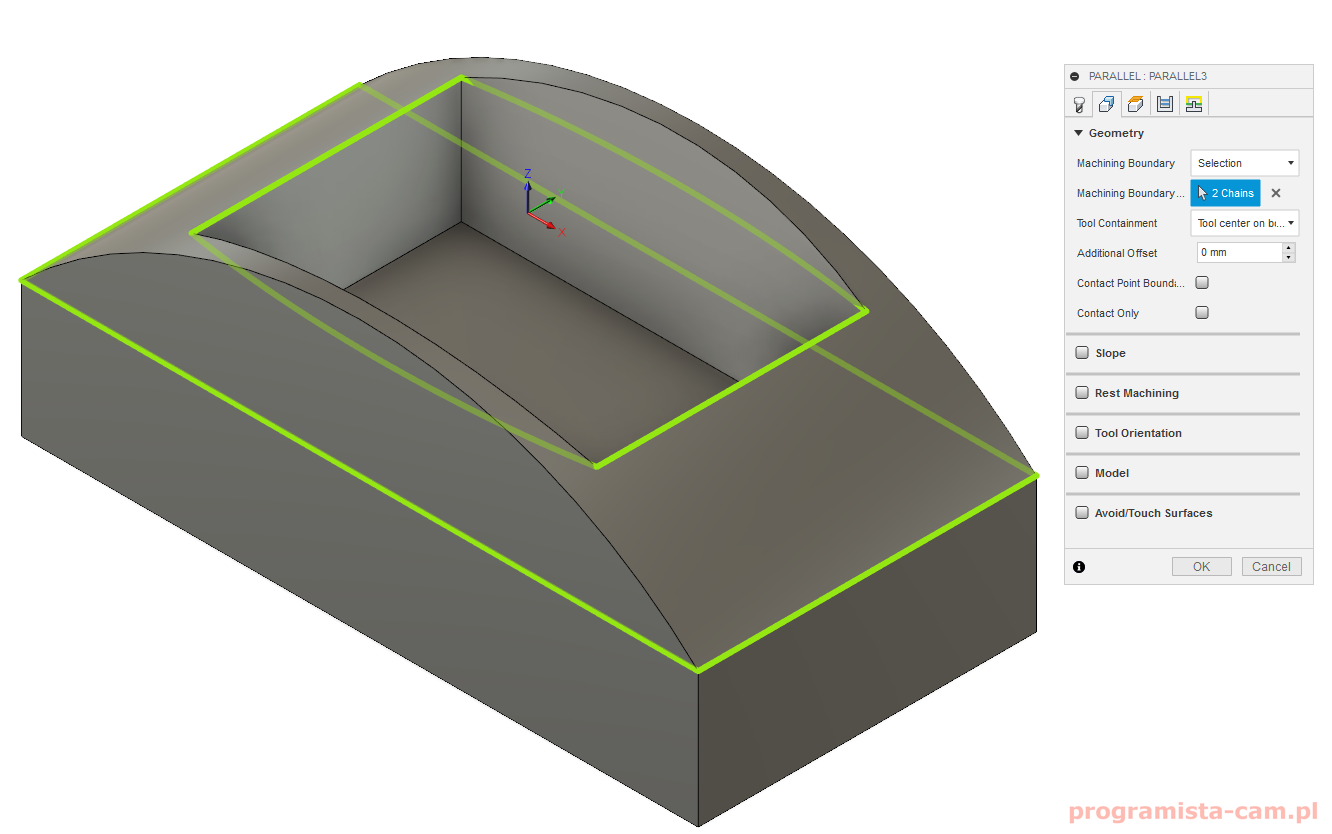
Kolejna opcja to Simple Ordering. Odpowiada ona za kolejność obróbki w przypadku frezowania kilku, oddzielonych od siebie obszarów. Do tego celu określmy ręcznie granice obróbki.
W zakładce Geometry, jako Machining Boundary wybierzmy Selection i zaznaczmy dwa kontury. Zewnętrzny całego modelu i wewnętrzny kieszeni.
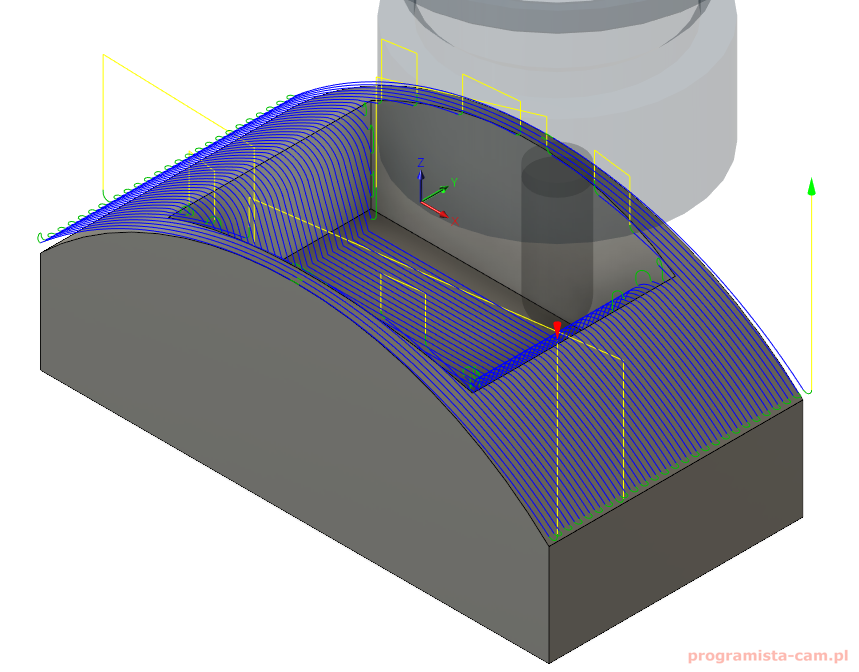
Po przeliczeniu ścieżki narzędzia, bez zaznaczonej opcji Simple Ordering, otrzymamy:
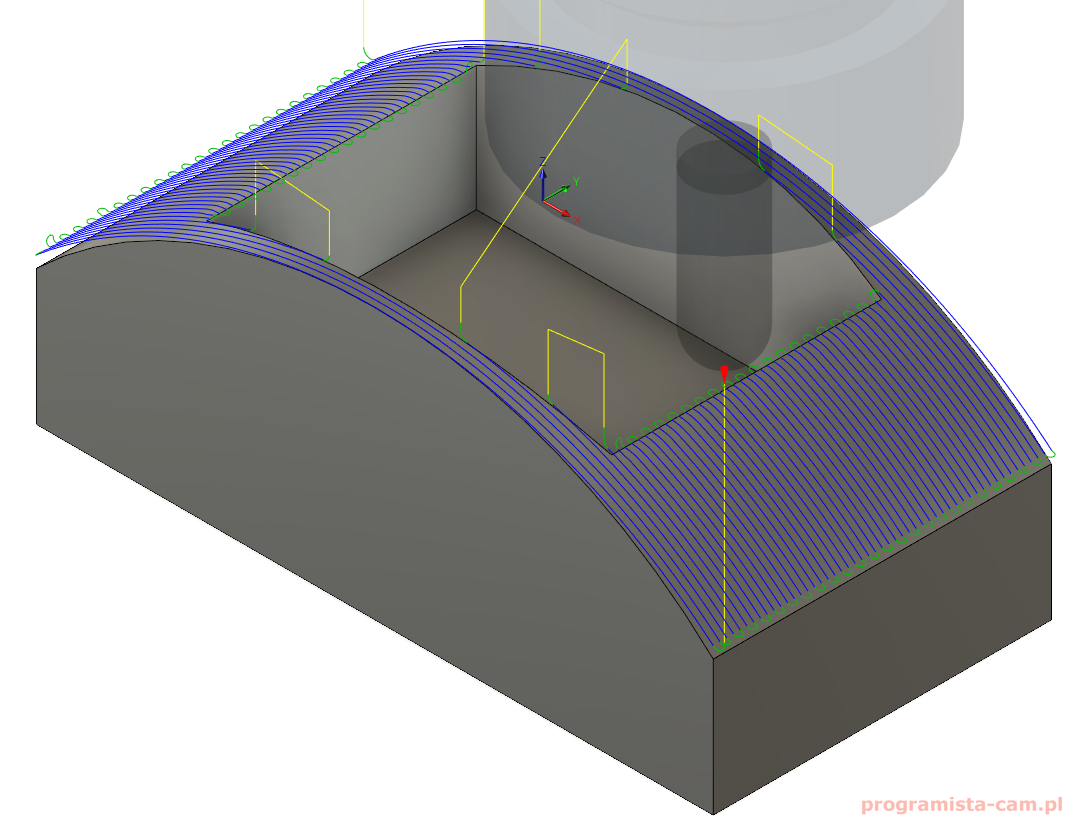
I wygląda to dobrze. Narzędzie sprytnie ominęło kieszeń. Ale mogą pojawić się sytuacje, że w miejscach na początku i na końcu kieszeni, gdzie narzędzia „zawraca” pozostają ślady po obróbce. Wtedy można zastosować opcję Simple Ordering, i otrzymamy coś takiego:

Narzędzie przed początkiem kieszeni wycofa się, przejedzie ruchem szybkim nad kieszenią i chwilę przed końcem kieszeni wejdzie w materiał. W pewnych sytuacjach może to być użyteczne, ale należy zauważyć, że w tym przypadku czas obróbki może wzrosnąć.
Do omówienia kolejnych opcji wracamy w zakładce Geometry, w parametrze Machining Boundary do opcji Bounding box. I do modelu bez kieszeni.
Kolejna opcja to Pass Direction. Za pomocą tej opcji możemy określić kierunek ścieżek narzędzia. Domyślnie parametr ten jest ustawiony na 0 stopni. Wpiszmy 45 stopni, otrzymamy:
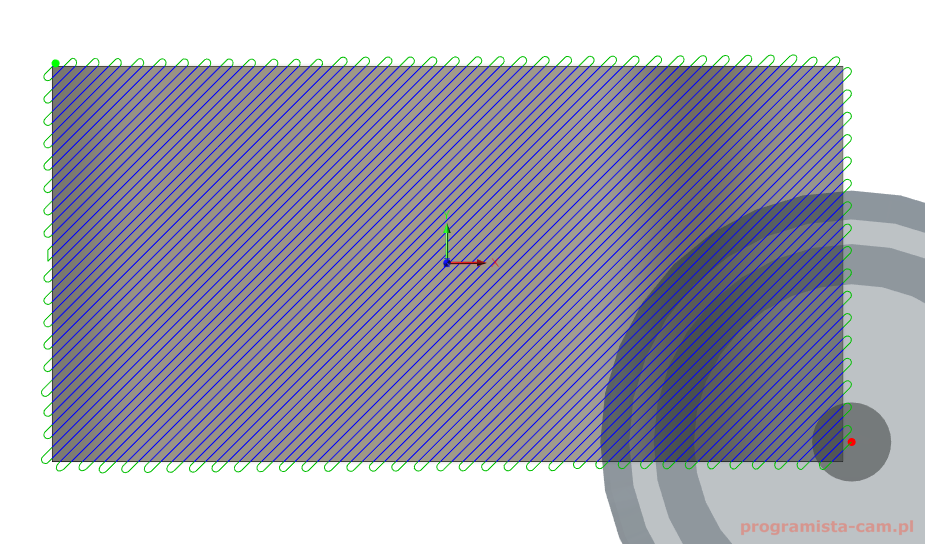
Wykorzystując tę opcję możemy przygotować dwie operacje wierszowania pod różnymi kątami, tak aby otrzymać dobre wykończenie powierzchni obrabianej.
Parametr Direction był już omawiany wcześniej. Wybierając opcję One way, frezowanie będzie w jednym kierunku. Wybierając opcję Other way, frezowanie również będzie w jednym kierunku, ale przeciwnym do tego, który jest w opcji One way. Wybierając opcję Both ways frezowanie będzie w obu kierunkach.
Następna opcja to Axial Offset Passes, zaznaczenie tej opcji spowoduje aktywowanie kolejnych parametrów.
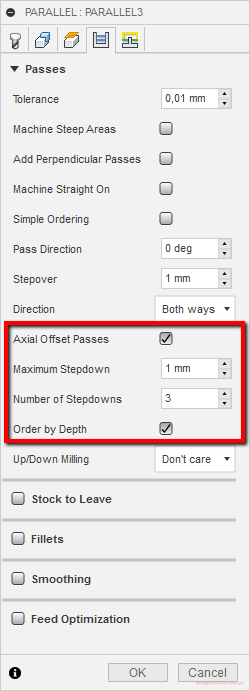
Samo zaznaczenie tej opcji spowoduje dodanie dodatkowych przejść w osi Z. Czyli jak w przypadku, kiedy ta opcja nie jest zaznaczona mamy jeden rząd ścieżek narzędzia w osi Z.

Tak w przypadku skorzystania z opcji Axial Offset Passes, możemy dołożyć dodatkowe rzędy ścieżek narzędzia.
Parametr Maximum Stepdown określa maksymalną odległość pomiędzy tymi rzędami, a parametr Number of Stepdowns określa liczbę tych dodatkowych rzędów. Ustawiając parametry tak jak na powyższym rysunku, otrzymamy:
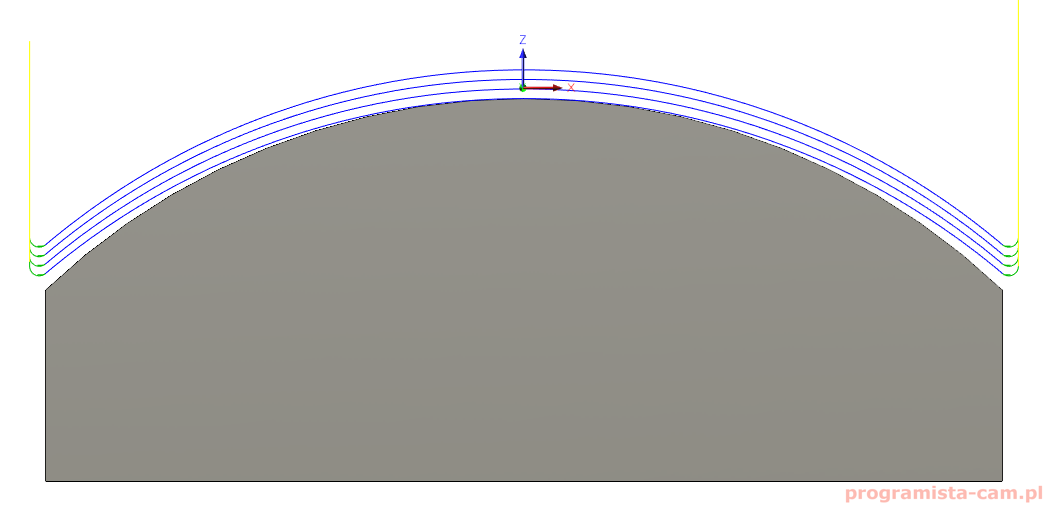
Na powyższym rysunku mamy dodatkowe 3 rzędy ścieżek narzędzia oddalone od siebie maksymalnie 1 mm. A opcja Order by Depth, określa to, że przejścia powinny być obrabiane od najwyższych do najniższych.
Ostatnia już opcja to Up/Down Milling. Domyślnie wybrany jest parametr Don’t care i jak przyjrzymy się ścieżce narzędzia to widać, że narzędzia raz obrabia poruszając się do góry, a raz w dół. Raz tak jakby próbuje wyciągnąć przedmiot obrabiany, a raz dociska przedmiot obrabiany do stołu. Niektóre narzędzia (raczej na płytki) nie mogą pracować w ten sposób. A czasami jak narzędzie idzie od dołu do góry to może być wyciągane z oprawki, a jak idzie od góry do dołu może być wciskane w oprawkę. Oba te przypadki są niekorzystne, ale w pewnych sytuacjach może wystąpić albo wciskanie narzędzia, alby wyciąganie narzędzia z oprawki. Korzystając z tej opcji możemy wybrać korzystniejszy dla nasz przypadek.
Wybierając parametr Up milling narzędzie będzie obrabiało od dołu do góry, a wybierając parametr Down milling, narzędzie będzie obrabiało od góry do dołu.
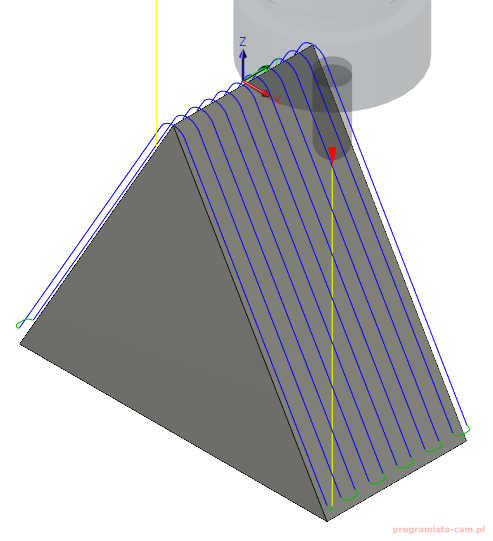
Ścieżka narzędzia na środku przedmiotu obrabianego jest przerwana i występuje obróbka tylko w jednym kierunku, w tym przypadku z góry na dół. Narzędzie zaczyna obróbkę na górze detalu, obrabia w dół, następuje wycofanie i przejazd na górę itd.
Wybierając parametr Up milling lub Down milling, pojawia się kolejny parametr – Up/Down Shallow Angle. Parametr ten określa kąt, po przekroczeniu którego ma zastosować frezowanie w dół albo frezowanie w górę. Na poniższym detalu kat wierzchołkowy wynosi 60 stopni. Teraz jeżeli kąt w parametrze Up/Down Shallow Angle ustawimy z przedziału od 1 do 59, to frezowanie w dół lub w górę zostanie zastosowane.

Jeżeli ten kat ustawimy powyżej 60 stopni, to frezowanie będzie odbywało się w obie strony.
I to już na tyle jeżeli chodzi o wprowadzenie do strategii 3D Parallel. Wszystkich przypadków nie da się poruszyć. Dużo rzeczy wyjdzie w praktycznym zastosowaniu tej strategii w różnych częściach. Jednak jest to dosyć prosta strategia, dzięki której dosyć szybko można osiągnąć dobre rezultaty.